Recognition: unknown
Microstructure engineering of Ti-6Al-4V in laser powder bed fusion via 1D thermal modeling and supporting experiments
Pith reviewed 2026-05-07 17:23 UTC · model grok-4.3
The pith
A 1D thermal model coupled to phase transformations predicts Ti-6Al-4V microstructure from LPBF process parameters.
A machine-rendered reading of the paper's core claim, the machinery that carries it, and where it could break.
Core claim
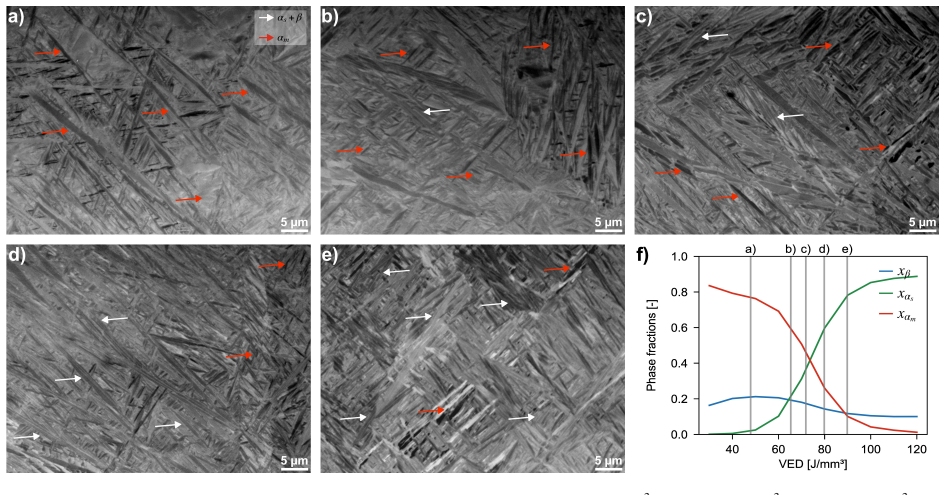
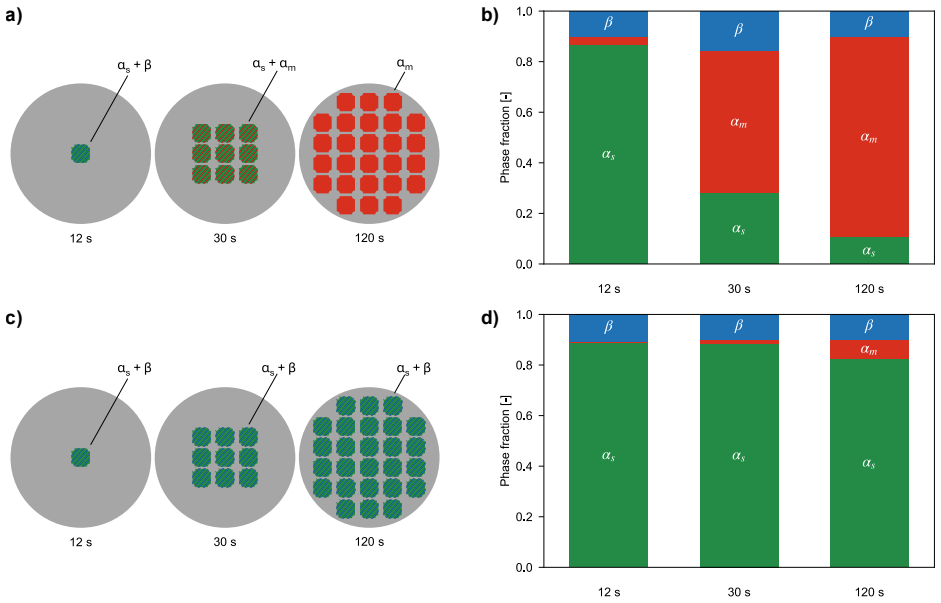
Coupling a 1D finite-difference thermal model with a phase transformation model reproduces experimental trends in the fractions of stable αs, martensitic αm, and β phases for Ti-6Al-4V produced by LPBF, while allowing rapid exploration of the multidimensional process parameter space.
What carries the argument
The 1D finite-difference thermal model that calculates thermal history for input into the phase transformation model to determine phase fractions.
Load-bearing premise
The essential thermal history that determines phase fractions can be captured by a simplified 1D model even though the actual printing involves localized and repeated 3D heating cycles.
What would settle it
Performing experiments at parameter combinations outside the current validation set and finding phase fractions that deviate substantially from the model's predictions would challenge the framework's predictive accuracy.
Figures












read the original abstract
The microstructure of Ti-6Al-4V has a decisive impact on its mechanical performance; however, controlling phase composition during Laser Powder Bed Fusion (LPBF) remains difficult because of the inherent localized and cyclic thermal history. To fully leverage the design flexibility of LPBF while maintaining an efficient process, it is desirable to tailor the microstructure directly through process-parameter optimization rather than relying on post-processing or in-situ heat treatments. Nevertheless, the large and multidimensional parameter space, combined with the limited availability of experimental data, makes this task particularly challenging. In this work, we develop an efficient computational framework that links process conditions to microstructure evolution by coupling a phase transformation model with a fast 1D finite-difference thermal model, enabling comprehensive insights into process-microstructure relations. The framework predicts the fractions of stable $\alpha_s$, martensitic $\alpha_m$, and $\beta$ phases and is validated experimentally. A broad design of experiments covering 2,000 parameter combinations (spanning volumetric energy density, layer thickness, interlayer time, and build plate temperature) demonstrates how these parameters influence phase evolution and provides systematic practical guidelines for process design. The framework reproduces experimental trends with sufficient accuracy while being orders of magnitude faster than high-fidelity simulations, enabling rapid exploration of process-structure relationships in LPBF of Ti-6Al-4V.
Editorial analysis
A structured set of objections, weighed in public.
Referee Report
Summary. The manuscript develops an efficient computational framework coupling a 1D finite-difference thermal model with a phase transformation model to predict fractions of stable α_s, martensitic α_m, and β phases in Ti-6Al-4V during laser powder bed fusion (LPBF). It explores a 2000-point design of experiments spanning volumetric energy density, layer thickness, interlayer time, and build-plate temperature, validates predictions against experiments, and claims to reproduce experimental trends with sufficient accuracy while being orders of magnitude faster than high-fidelity 3D simulations, thereby enabling rapid process-microstructure mapping.
Significance. If the 1D thermal histories prove sufficiently accurate for phase-fraction predictions, the framework offers a practical, scalable tool for exploring the large LPBF parameter space and deriving process-design guidelines for microstructure control in Ti-6Al-4V without post-processing. The computational efficiency and broad parametric coverage are genuine strengths that could accelerate optimization in additive manufacturing.
major comments (2)
- [Validation and Results] The load-bearing assumption that the 1D finite-difference model supplies thermal histories (peak temperatures, cooling rates, time above β-transus) accurate enough for reliable α_m, α_s, and β predictions across the full DoE is not yet demonstrated with quantitative rigor. While the abstract states that trends are reproduced, the validation section must report explicit metrics (e.g., RMSE or mean absolute error on phase fractions), experimental error bars, and targeted comparisons in high-energy-density regimes where lateral heat dissipation and 3D melt-pool geometry become important; without these, systematic deviations in cooling-rate-sensitive martensite fractions cannot be ruled out.
- [Thermal Model] The 1D reduction implicitly averages 3D effects (scan-vector heat flow, powder-bed conduction, repeated interlayer reheating). The thermal-model section should specify the exact boundary conditions, discretization, and any effective-parameter choices used to capture cyclic thermal history; if these choices were tuned to match a subset of experiments, the paper must clarify whether the model remains predictive outside that subset or reduces to a fitted surrogate.
minor comments (3)
- [Phase Transformation Model] Clarify the exact form of the phase-transformation kinetics equations (including any temperature-dependent coefficients) and state whether they are taken from literature or re-derived; add a short table summarizing the key material parameters and their sources.
- [Figures] Figure captions and axis labels should explicitly indicate which phase fractions are plotted and whether error bars represent experimental replicates or model uncertainty.
- [Computational Performance] The abstract claims 'orders of magnitude' speedup; the results section should report concrete wall-clock times or flop counts for a representative 1D run versus a comparable 3D simulation to substantiate this claim.
Simulated Author's Rebuttal
We thank the referee for the constructive review and positive assessment of the framework's utility for rapid process-microstructure mapping. We address each major comment below with clarifications and commitments to strengthen the manuscript.
read point-by-point responses
-
Referee: [Validation and Results] The load-bearing assumption that the 1D finite-difference model supplies thermal histories (peak temperatures, cooling rates, time above β-transus) accurate enough for reliable α_m, α_s, and β predictions across the full DoE is not yet demonstrated with quantitative rigor. While the abstract states that trends are reproduced, the validation section must report explicit metrics (e.g., RMSE or mean absolute error on phase fractions), experimental error bars, and targeted comparisons in high-energy-density regimes where lateral heat dissipation and 3D melt-pool geometry become important; without these, systematic deviations in cooling-rate-sensitive martensite fractions cannot be ruled out.
Authors: We agree that explicit quantitative metrics will strengthen the validation. In the revised manuscript we will report RMSE and mean absolute error between predicted and measured phase fractions across the experimental dataset. We will also add error bars from replicate experiments where available and include targeted side-by-side comparisons for the highest volumetric energy density cases in our DoE. We will further clarify that the 1D model is intended to capture dominant trends efficiently rather than to replace full 3D fidelity in every regime, and we will discuss the expected influence of lateral heat flow on martensite predictions at high energy densities. revision: yes
-
Referee: [Thermal Model] The 1D reduction implicitly averages 3D effects (scan-vector heat flow, powder-bed conduction, repeated interlayer reheating). The thermal-model section should specify the exact boundary conditions, discretization, and any effective-parameter choices used to capture cyclic thermal history; if these choices were tuned to match a subset of experiments, the paper must clarify whether the model remains predictive outside that subset or reduces to a fitted surrogate.
Authors: We will expand the thermal-model section to explicitly state the boundary conditions (convective coefficient and emissivity values drawn from literature), the finite-difference grid spacing and time-step criteria, and the phase-dependent thermal properties taken from standard Ti-6Al-4V data. These parameters were not fitted to any experimental subset; they are physics-based inputs, and the model is validated against the full experimental set. We will add a clarifying paragraph confirming that the framework is used in a predictive mode for the 2000-point DoE and is not a surrogate tuned to the validation points. revision: yes
Circularity Check
No circularity: 1D thermal model and phase model derive predictions from process parameters with external validation
full rationale
The derivation chain begins with process parameters (volumetric energy density, layer thickness, interlayer time, build plate temperature) fed into a 1D finite-difference thermal model to compute histories (peak temperatures, cooling rates, time above β-transus). These histories then drive the phase transformation model to output α_s, α_m, and β fractions. The paper states the framework 'predicts the fractions... and is validated experimentally' and 'reproduces experimental trends with sufficient accuracy' across a 2000-parameter DoE. No equations reduce predictions to fitted inputs by construction, no load-bearing self-citations, and no ansatz or uniqueness claims imported from prior author work. The model is physics-based and falsifiable against independent experiments, making the central claim self-contained.
Axiom & Free-Parameter Ledger
Reference graph
Works this paper leans on
-
[1]
In-Situselective laser heat treatment for microstructural control of additively manufactured Ti-6Al-4V,
R. Esmaeilzadeh, M. Hamidi-Nasab, C. de Formanoir, L. Schlenger, S. Van Petegem, C. Navarre, C. Cayron, N. Casati, D. Grolimund, and R. E. Logé, “In-Situselective laser heat treatment for microstructural control of additively manufactured Ti-6Al-4V,”Additive Manufacturing, vol. 78, p. 103882, Sept. 2023
2023
-
[2]
Geometry Effect on Microstructure and Mechanical Properties in Laser Powder Bed Fusion of Ti-6Al-4V,
J. Munk, E. Breitbarth, T. Siemer, N. Pirch, and C. Häfner, “Geometry Effect on Microstructure and Mechanical Properties in Laser Powder Bed Fusion of Ti-6Al-4V,”Metals, vol. 12, p. 482, Mar. 2022
2022
-
[3]
Geometrical Influence on Material Properties for Ti6Al4V Parts in Powder Bed Fusion,
F. Nahr, M. Rasch, C. Burkhardt, J. Renner, B. Baumgärtner, T. Hausotte, C. Körner, P. Steinmann, J. Mergheim, M. Schmidt, and M. Markl, “Geometrical Influence on Material Properties for Ti6Al4V Parts in Powder Bed Fusion,”Journal of Manufacturing and Materials Processing, vol. 7, p. 82, June 2023
2023
-
[4]
Understanding the role of geometry and interlayer cooling time on microstructure variations in LPBF Ti6Al4V through part-scale scan-resolved thermal modeling,
A. Olleak, E. Adcock, S. Hinnebusch, F. Dugast, A. D. Rollett, and A. C. To, “Understanding the role of geometry and interlayer cooling time on microstructure variations in LPBF Ti6Al4V through part-scale scan-resolved thermal modeling,”Additive Manufacturing Letters, vol. 9, p. 100197, Apr. 2024
2024
-
[5]
Trajectory Optimization for Spatial Microstructure Control in Electron Beam Metal Additive Manufacturing,
M. Khrenov, M. Tan, L. Fitzwater, M. Hobdari, and S. P. Narra, “Trajectory Optimization for Spatial Microstructure Control in Electron Beam Metal Additive Manufacturing,” Oct. 2024
2024
-
[6]
Advanced process control in laser-based powder bed fusion–Smart Fusion feedback-loop control as a path to uniform properties for complex structures?,
F. Nahr, T. Novotny, D. Kunz, U. Kleinhans, L. Chechik, D. Bartels, and M. Schmidt, “Advanced process control in laser-based powder bed fusion–Smart Fusion feedback-loop control as a path to uniform properties for complex structures?,”Journal of Materials Research and Technology, vol. 34, pp. 604–618, Jan. 2025
2025
-
[7]
Heat treatment of Ti6Al4V produced by Se- lective Laser Melting: Microstructure and mechanical properties,
B. Vrancken, L. Thijs, J.-P. Kruth, and J. Van Humbeeck, “Heat treatment of Ti6Al4V produced by Se- lective Laser Melting: Microstructure and mechanical properties,”Journal of Alloys and Compounds, vol. 541, pp. 177–185, Nov. 2012
2012
-
[8]
Hot isostatic pressing (HIP) to achieve isotropic microstructure and retain as-built strength in an additive manufacturing titanium alloy (Ti-6Al-4V),
J. Benzing, N. Hrabe, T. Quinn, R. White, R. Rentz, and M. Ahlfors, “Hot isostatic pressing (HIP) to achieve isotropic microstructure and retain as-built strength in an additive manufacturing titanium alloy (Ti-6Al-4V),”Materials Letters, vol. 257, p. 126690, Dec. 2019
2019
-
[9]
Deciphering the transformation pathway in laser powder-bed fusion additive manufacturing of Ti-6Al-4V alloy,
J. Chen, D. Fabijanic, T. Zhang, E. W. Lui, M. Brandt, and W. Xu, “Deciphering the transformation pathway in laser powder-bed fusion additive manufacturing of Ti-6Al-4V alloy,”Additive Manufac- turing, vol. 58, p. 103041, Oct. 2022. 27
2022
-
[10]
The role of lattice defects, element partitioning and intrinsic heat effects on the mi- crostructure in selective laser melted Ti-6Al-4V,
J. Haubrich, J. Gussone, P. Barriobero-Vila, P. Kürnsteiner, E. A. Jägle, D. Raabe, N. Schell, and G. Requena, “The role of lattice defects, element partitioning and intrinsic heat effects on the mi- crostructure in selective laser melted Ti-6Al-4V,”Acta Materialia, vol. 167, pp. 136–148, Apr. 2019
2019
-
[11]
Additive manufacturing of strong and ductile Ti–6Al–4V by selective laser melting via in situ martensite de- composition,
W. Xu, M. Brandt, S. Sun, J. Elambasseril, Q. Liu, K. Latham, K. Xia, and M. Qian, “Additive manufacturing of strong and ductile Ti–6Al–4V by selective laser melting via in situ martensite de- composition,”Acta Materialia, vol. 85, pp. 74–84, Feb. 2015
2015
-
[12]
Inducing Stableα+βMicrostructures during Selective Laser Melting of Ti-6Al-4V Using Intensified Intrinsic Heat Treatments,
P. Barriobero-Vila, J. Gussone, J. Haubrich, S. Sandlöbes, J. C. Da Silva, P. Cloetens, N. Schell, and G. Requena, “Inducing Stableα+βMicrostructures during Selective Laser Melting of Ti-6Al-4V Using Intensified Intrinsic Heat Treatments,”Materials, vol. 10, p. 268, Mar. 2017
2017
-
[13]
Microstructure control in addi- tively manufactured Ti-6Al-4V during high-power laser powder bed fusion,
S. Dhiman, V . Chinthapenta, M. Brandt, D. Fabijanic, and W. Xu, “Microstructure control in addi- tively manufactured Ti-6Al-4V during high-power laser powder bed fusion,”Additive Manufacturing, vol. 96, p. 104573, Sept. 2024
2024
-
[14]
Interlayer time as a robust, geometry-agnostic predictor of microstructural and mechanical properties evolution in PBF- LB/M Ti6Al4V alloy,
A. E. Medvedev, S. Brudler, S. Piegert, T. Illston, M. Qian, and M. Brandt, “Interlayer time as a robust, geometry-agnostic predictor of microstructural and mechanical properties evolution in PBF- LB/M Ti6Al4V alloy,”Journal of Materials Processing Technology, vol. 340, p. 118858, June 2025
2025
-
[15]
Controlling martensitic decomposition during selective laser melting to achieve best ductility in high strength Ti-6Al-4V,
A. Zafari, M. R. Barati, and K. Xia, “Controlling martensitic decomposition during selective laser melting to achieve best ductility in high strength Ti-6Al-4V,”Materials Science and Engineering: A, vol. 744, pp. 445–455, Jan. 2019
2019
-
[16]
Toward Architected Microstructures Using Advanced Laser Beam Shap- ing in Laser Powder Bed Fusion of Ti-6Al-4V,
R. Esmaeilzadeh, J. Jhabvala, L. Schlenger, M. van der Meer, E. Boillat, C. Cayron, A. M. Jamili, J. Xiao, and R. E. Logé, “Toward Architected Microstructures Using Advanced Laser Beam Shap- ing in Laser Powder Bed Fusion of Ti-6Al-4V,”Advanced Functional Materials, vol. n/a, no. n/a, p. 2420427
-
[17]
On the Controllability and Observability of Temperature States in Metal Powder Bed Fusion,
N. Wood and D. J. Hoelzle, “On the Controllability and Observability of Temperature States in Metal Powder Bed Fusion,”Journal of Dynamic Systems, Measurement, and Control, vol. 145, Dec. 2022
2022
-
[18]
Local microstructure engi- neering of super duplex stainless steel via dual laser powder bed fusion – An analytical modeling and experimental approach,
M. Vanini, S. Searle, L. Vanmunster, K. Vanmeensel, and B. Vrancken, “Local microstructure engi- neering of super duplex stainless steel via dual laser powder bed fusion – An analytical modeling and experimental approach,”Additive Manufacturing, vol. 112, p. 104994, Aug. 2025
2025
-
[19]
A novel physics-based and data- supported microstructure model for part-scale simulation of laser powder bed fusion of Ti-6Al-4V,
J. Nitzler, C. Meier, K. W. Müller, W. A. Wall, and N. E. Hodge, “A novel physics-based and data- supported microstructure model for part-scale simulation of laser powder bed fusion of Ti-6Al-4V,” Advanced Modeling and Simulation in Engineering Sciences, vol. 8, p. 16, July 2021
2021
-
[20]
A model for Ti–6Al–4V microstructure evolution for arbitrary temperature changes,
C. C. Murgau, R. Pederson, and L. E. Lindgren, “A model for Ti–6Al–4V microstructure evolution for arbitrary temperature changes,”Modelling and Simulation in Materials Science and Engineering, vol. 20, p. 055006, July 2012
2012
-
[21]
Thermal and Microstructure Modeling of Metal Deposition Processes with Application to Ti-6Al-4V,
S. M. Kelly, “Thermal and Microstructure Modeling of Metal Deposition Processes with Application to Ti-6Al-4V,” Nov. 2004
2004
-
[22]
Effect of phase transformations on laser forming of Ti–6Al–4V alloy,
Y . Fan, P. Cheng, Y . L. Yao, Z. Yang, and K. Egland, “Effect of phase transformations on laser forming of Ti–6Al–4V alloy,”Journal of Applied Physics, vol. 98, July 2005. 28
2005
-
[23]
Modelling Ti-6Al-4V microstructure by evolution laws implemented as finite element subroutines:: Application to TIG metal deposition,
C. Charles and N. Järvstråt, “Modelling Ti-6Al-4V microstructure by evolution laws implemented as finite element subroutines:: Application to TIG metal deposition,” 2008
2008
-
[24]
Phase transformations during cooling ina+βtitanium alloys,
T. Ahmed and H. J. Rack, “Phase transformations during cooling ina+βtitanium alloys,”Materials Science and Engineering: A, vol. 243, pp. 206–211, Mar. 1998
1998
-
[25]
Differential scanning calorimetry study and computer modeling ofβ⇒αphase transformation in a Ti-6Al-4V alloy,
S. Malinov, Z. Guo, W. Sha, and A. Wilson, “Differential scanning calorimetry study and computer modeling ofβ⇒αphase transformation in a Ti-6Al-4V alloy,”Metallurgical and Materials Transac- tions A, vol. 32, pp. 879–887, Apr. 2001
2001
-
[26]
Reaction kinetics in process of nucleation and growth,
W. A. Johnson, “Reaction kinetics in process of nucleation and growth,”Transactions of Transactions of the American Institute of Mining and Metallurgical Engineers, vol. 135, pp. 416–458, 1939
1939
-
[27]
Kinetics of phase change. III, granulation, phase change and microstructure,
M. Avrami, “Kinetics of phase change. III, granulation, phase change and microstructure,” vol. 9, pp. 177–184, 1941
1941
-
[28]
On the statistical theory of the crystallization of metals,
A. N. Kolmogorov, “On the statistical theory of the crystallization of metals,”Bull Acad Sci URSS (Cl Sci Math Nat), vol. 3, p. 335, 1937
1937
-
[29]
A general equation prescribing extend of austenite-martensite transformation in pure Fe-C alloys and plain carbon steels,
D. P. Koistinen, “A general equation prescribing extend of austenite-martensite transformation in pure Fe-C alloys and plain carbon steels,”Acta metallurgica, vol. 7, pp. 50–60, 1959
1959
-
[30]
Towards a process-structure model for Ti-6Al-4V during additive manufacturing,
X. Yang, R. A. Barrett, M. Tong, N. M. Harrison, and S. B. Leen, “Towards a process-structure model for Ti-6Al-4V during additive manufacturing,”Journal of Manufacturing Processes, vol. 61, pp. 428– 439, Jan. 2021
2021
-
[31]
Understanding size- dependent thermal, microstructural, mechanical behaviors of additively manufactured Ti-6Al-4V from experiments and thermo-metallurgical simulation,
P. Promoppatum, K. Taprachareon, B. Chayasombat, and D. Tanprayoon, “Understanding size- dependent thermal, microstructural, mechanical behaviors of additively manufactured Ti-6Al-4V from experiments and thermo-metallurgical simulation,”Journal of Manufacturing Processes, vol. 75, pp. 1162–1174, Mar. 2022
2022
-
[32]
Extreme gradient boosting-based multiscale heat source modeling for analysis of solid-state phase transformation in additive manufacturing of Ti-6Al- 4V,
Y . S. Lee, K.-H. Lee, M. G. Chung, and G. J. Yun, “Extreme gradient boosting-based multiscale heat source modeling for analysis of solid-state phase transformation in additive manufacturing of Ti-6Al- 4V,”Journal of Manufacturing Processes, vol. 113, pp. 319–345, Mar. 2024
2024
-
[33]
Simulation of Ti-6Al-4V Additive Manufacturing Using Coupled Physically Based Flow Stress and Metallurgical Model,
B. Babu, A. Lundbäck, and L.-E. Lindgren, “Simulation of Ti-6Al-4V Additive Manufacturing Using Coupled Physically Based Flow Stress and Metallurgical Model,”Materials, vol. 12, p. 3844, Nov. 2019
2019
-
[34]
Modeling the Microstructure Evolution During Additive Manufacturing of Ti6Al4V: A Comparison Between Electron Beam Melting and Selective Laser Melting,
G. Vastola, G. Zhang, Q. X. Pei, and Y .-W. Zhang, “Modeling the Microstructure Evolution During Additive Manufacturing of Ti6Al4V: A Comparison Between Electron Beam Melting and Selective Laser Melting,”JOM, vol. 68, pp. 1370–1375, May 2016
2016
-
[35]
Temperature and Microstructure Evolution in Gas Tungsten Arc Welding Wire Feed Additive Manufacturing of Ti-6Al-4V,
C. Charles Murgau, A. Lundbäck, P. Åkerfeldt, and R. Pederson, “Temperature and Microstructure Evolution in Gas Tungsten Arc Welding Wire Feed Additive Manufacturing of Ti-6Al-4V,”Materials, vol. 12, p. 3534, Oct. 2019
2019
-
[36]
A highly efficient computational approach for fast scan-resolved microstructure predictions in metal additive manufacturing on the scale of real parts,
S. D. Proell, J. Brotz, M. Kronbichler, W. A. Wall, and C. Meier, “A highly efficient computational approach for fast scan-resolved microstructure predictions in metal additive manufacturing on the scale of real parts,”Additive Manufacturing, vol. 92, p. 104380, July 2024. 29
2024
-
[37]
A thermodynamically consistent phase transformation model for multiphase alloys: Application to ti-6al-4v in laser powder bed fusion processes,
I. Noll, T. Bartel, and A. Menzel, “A thermodynamically consistent phase transformation model for multiphase alloys: Application to ti-6al-4v in laser powder bed fusion processes,”Computational Mechanics, vol. 74, pp. 1319–1338, Dec. 2024
2024
-
[38]
Differentiable simulation for material thermal response design in additive manufacturing processes,
M. Mozaffar, S. Liao, J. Jeong, T. Xue, and J. Cao, “Differentiable simulation for material thermal response design in additive manufacturing processes,”Additive Manufacturing, vol. 61, p. 103337, Jan. 2023
2023
-
[39]
Advancing efficiency and reliability in thermal analysis of laser powder-bed fusion,
P. Scheel, R. Wrobel, B. Rheingans, T. Mayer, C. Leinenbach, E. Mazza, and E. Hosseini, “Advancing efficiency and reliability in thermal analysis of laser powder-bed fusion,”International Journal of Mechanical Sciences, vol. 260, p. 108583, Dec. 2023
2023
-
[40]
GO-MELT: GPU-optimized multilevel execution of LPBF thermal simulations,
J. P. Leonor and G. J. Wagner, “GO-MELT: GPU-optimized multilevel execution of LPBF thermal simulations,”Computer Methods in Applied Mechanics and Engineering, vol. 426, p. 116977, June 2024
2024
-
[41]
Physics-aware feedfor- ward dwell time adjustment for mitigating distortion in additively manufactured cantilevers,
B. Kavas, L. Witte, E. C. Balta, M. R. Tucker, M. Afrasiabi, and M. Bambach, “Physics-aware feedfor- ward dwell time adjustment for mitigating distortion in additively manufactured cantilevers,”Progress in Additive Manufacturing, July 2025
2025
-
[42]
Development and Validation of a One-Dimensional Finite Difference Simulation Scheme for Polymer Laser Powder Bed Fusion with Application to the Effect of the Inter Layer Time,
C. Bierwisch, B. Dietemann, M. Grünewald, C. Schlör, and J. Rudloff, “Development and Validation of a One-Dimensional Finite Difference Simulation Scheme for Polymer Laser Powder Bed Fusion with Application to the Effect of the Inter Layer Time,”Advanced Engineering Materials, vol. n/a, no. n/a, p. 2401285
-
[43]
Evolution of melt pool and porosity during laser powder bed fusion of ti6al4v alloy: Numerical modelling and experimental validation,
C. Ransenigo, M. Tocci, F. Palo, P. Ginestra, E. Ceretti, M. Gelfi, and A. Pola, “Evolution of melt pool and porosity during laser powder bed fusion of ti6al4v alloy: Numerical modelling and experimental validation,”Lasers in Manufacturing and Materials Processing, vol. 9, pp. 481–502, 2022
2022
-
[44]
Systematic investigation of performance and productivity in laser powder bed fusion of Ti6Al4V up to 300µm layer thickness,
S. Brudler, A. E. Medvedev, C. Pandelidi, S. Piegert, T. Illston, M. Qian, and M. Brandt, “Systematic investigation of performance and productivity in laser powder bed fusion of Ti6Al4V up to 300µm layer thickness,”Journal of Materials Processing Technology, vol. 330, p. 118450, Sept. 2024
2024
-
[45]
In Situtailoring microstructure in additively manufactured Ti-6Al-4V for superior mechanical performance,
W. Xu, E. W. Lui, A. Pateras, M. Qian, and M. Brandt, “In Situtailoring microstructure in additively manufactured Ti-6Al-4V for superior mechanical performance,”Acta Materialia, vol. 125, pp. 390– 400, Feb. 2017
2017
-
[46]
Stability of phase transformation models for Ti-6Al-4V under cyclic thermal loading imposed during laser metal deposition,
B. Klusemann and M. Bambach, “Stability of phase transformation models for Ti-6Al-4V under cyclic thermal loading imposed during laser metal deposition,” inProceedings of the 21st International Esaform Conference on Material Forming: ESAFORM 2018, (Palermo, Italy), p. 140012, 2018
2018
-
[47]
H. Ali, L. Ma, H. Ghadbeigi, and K. Mumtaz, “In-situ residual stress reduction, martensitic decom- position and mechanical properties enhancement through high temperature powder bed pre-heating of Selective Laser Melted Ti6Al4V,”Materials Science and Engineering: A, vol. 695, pp. 211–220, May 2017
2017
-
[48]
Layer-to-layer closed- loop switched heating and cooling control of the laser powder bed fusion process,
B. Kavas, E. C. Balta, L. Witte, M. R. Tucker, J. Lygeros, and M. Bambach, “Layer-to-layer closed- loop switched heating and cooling control of the laser powder bed fusion process,”Additive Manufac- turing, vol. 119, p. 105124, 2026. 30
2026
-
[49]
Preheating of Selective Laser Melted Ti6Al4V: Microstructure and Mechanical Properties,
B. Vrancken, S. Buls, J.-P. Kruth, and J. V . Humbeeck, “Preheating of Selective Laser Melted Ti6Al4V: Microstructure and Mechanical Properties,” inProceedings of the 13th World Conference on Titanium(V . Venkatesh, A. L. Pilchak, J. E. Allison, S. Ankem, R. Boyer, J. Christodoulou, H. L. Fraser, M. A. Imam, Y . Kosaka, H. J. Rack, A. Chatterjee, and A. W...
2016
discussion (0)
Sign in with ORCID, Apple, or X to comment. Anyone can read and Pith papers without signing in.