High Absorptivity Nanotextured Powders for Additive Manufacturing
Pith reviewed 2026-05-24 05:17 UTC · model grok-4.3
The pith
Introducing nanoscale grooves to metal powder surfaces increases laser absorptivity by up to 70 percent, enabling efficient printing of pure copper at 92 percent density with low energy input.
A machine-rendered reading of the paper's core claim, the machinery that carries it, and where it could break.
Core claim
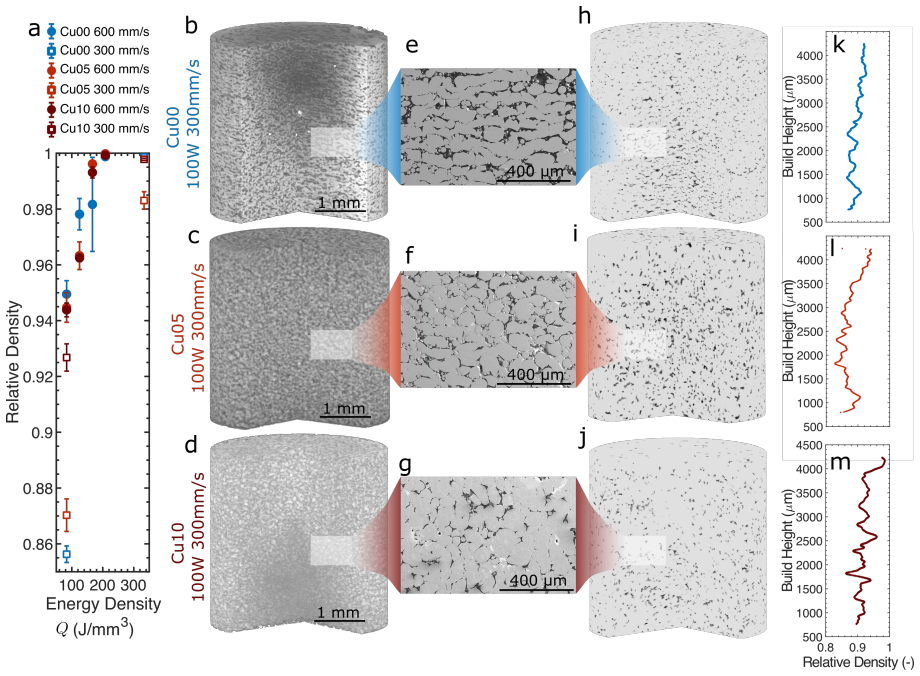
The authors show that nanoscale grooves added to the surfaces of copper, copper-silver, and tungsten powders increase absorptivity by up to 70 percent during laser powder bed fusion. Simulations attribute the effect to plasmon-enabled light concentration within the grooves together with multiple scattering events. This surface change alone permits printing of pure copper to relative densities of 92 percent at laser energy densities down to 82 J/mm³, providing a composition-preserving route to improve printability of difficult metals.
What carries the argument
Nanoscale grooves on powder surfaces that produce plasmon-enabled light concentration and multiple scattering to raise absorptivity.
If this is right
- Pure copper reaches relative densities up to 92 percent at energy densities as low as 82 J/mm³.
- Comparable absorptivity gains appear in copper-silver and tungsten powders.
- The improvement requires no change to powder composition.
- The same surface-morphology approach extends to other reflective and refractory metals.
Where Pith is reading between the lines
- The texturing step could be adapted to powders for other laser-based processes that suffer from low absorption.
- Lower required energy densities may reduce thermal distortion and residual stress in printed parts.
- If the groove geometry can be controlled, it may allow selective tuning of absorptivity for multi-material printing.
- Industrial powder suppliers could incorporate the texturing step to expand the range of printable alloys without new alloy development.
Load-bearing premise
The measured rise in absorptivity and the resulting density gains are produced specifically by the introduced nanoscale grooves rather than by other incidental changes in powder properties during texturing.
What would settle it
A direct side-by-side measurement of laser absorptivity and final part density for identical powder batches processed with and without the groove-texturing step under otherwise fixed conditions.
Figures



read the original abstract
The widespread application of metal additive manufacturing (AM) is limited by the ability to control the complex interactions between the energy source and the feedstock material. Here we develop a generalizable process to introduce nanoscale grooves to the surface of metal powders which increases the powder absorptivity by up to 70% during laser powder bed fusion. Absorptivity enhancements in copper, copper-silver, and tungsten enables energy efficient manufacturing, with printing of pure copper at relative densities up to 92% using laser energy densities as low as 82 J/mm^3. Simulations show the enhanced powder absorptivity results from plasmon-enabled light concentration in nanoscale grooves combined with multiple scattering events. The approach taken here demonstrates a general method to enhance the absorptivity and printability of reflective and refractory metal powders by changing the surface morphology of the feedstock without altering its composition.
Editorial analysis
A structured set of objections, weighed in public.
Referee Report
Summary. The manuscript claims to introduce a generalizable process for creating nanoscale grooves on metal powder surfaces (demonstrated for copper, copper-silver, and tungsten) that increases laser absorptivity by up to 70% during laser powder bed fusion. This enables energy-efficient printing of pure copper at relative densities up to 92% with energy densities as low as 82 J/mm³. Simulations are presented to attribute the absorptivity gain to plasmon-enabled light concentration in the grooves combined with multiple scattering events, without altering powder composition.
Significance. If the reported absorptivity gains and density improvements are shown to result specifically from the introduced surface morphology rather than other process-induced changes, and if the results prove reproducible with full characterization, the work would be significant for additive manufacturing of highly reflective and refractory metals. The combination of experimental outcomes with mechanistic simulations provides a promising foundation, though verification of the causal mechanism is required.
major comments (3)
- [Abstract and Results] Abstract and Results: The central claim that the up to 70% absorptivity increase and the ability to achieve 92% density at 82 J/mm³ result from the nanoscale grooves requires explicit evidence that the texturing step leaves particle size distribution, surface oxide thickness, bulk composition, and flowability unchanged. No such controls or pre/post-texturing characterization are reported, leaving open the possibility that other unstated changes drive the macroscopic improvements.
- [Methods and Results] Methods and Results: The reported experimental outcomes lack full details on measurement protocols, raw data, error bars, statistical analysis, or baseline comparisons for the absorptivity and density values. Without these, the magnitude of the claimed gains and their attribution cannot be independently verified.
- [Simulations] Simulations section: The simulations are invoked to support the plasmonic concentration and scattering mechanism, but no model equations, boundary conditions, powder-bed geometry details, or quantitative comparison to the experimental absorptivity data are provided, rendering the mechanistic support qualitative rather than predictive.
minor comments (1)
- [Abstract] The abstract states enhancements 'in copper, copper-silver, and tungsten' but does not specify the number of samples or conditions for the 'up to 70%' figure.
Simulated Author's Rebuttal
We thank the referee for their constructive feedback and recommendation for major revision. We address each major comment below, agreeing that additional characterization, experimental details, and simulation documentation are needed to strengthen the attribution of results to the nanoscale grooves. The revised manuscript will incorporate these elements.
read point-by-point responses
-
Referee: [Abstract and Results] Abstract and Results: The central claim that the up to 70% absorptivity increase and the ability to achieve 92% density at 82 J/mm³ result from the nanoscale grooves requires explicit evidence that the texturing step leaves particle size distribution, surface oxide thickness, bulk composition, and flowability unchanged. No such controls or pre/post-texturing characterization are reported, leaving open the possibility that other unstated changes drive the macroscopic improvements.
Authors: We agree that explicit pre/post-texturing controls are required to rule out confounding changes and to support the claim that improvements arise specifically from the introduced surface morphology. The original manuscript states that the process does not alter composition but does not provide the requested measurements for the other properties. In the revised version we will add laser diffraction data for particle size distribution, XPS for oxide thickness, EDS/ICP for bulk composition, and Hall flowmeter data for flowability, all showing no statistically significant changes. These will be presented in a new supplementary figure with error bars. revision: yes
-
Referee: [Methods and Results] Methods and Results: The reported experimental outcomes lack full details on measurement protocols, raw data, error bars, statistical analysis, or baseline comparisons for the absorptivity and density values. Without these, the magnitude of the claimed gains and their attribution cannot be independently verified.
Authors: We acknowledge that the current manuscript provides insufficient methodological detail and statistical rigor for independent verification. The revised manuscript will expand the Methods section with complete protocols for absorptivity measurements (including integrating sphere setup, sample preparation, and wavelength range), density measurements (Archimedes method with full error propagation), and will include raw data tables, error bars on all plots, and statistical comparisons (t-tests or ANOVA) against untreated powder baselines. These will be added to the main text and supplementary information. revision: yes
-
Referee: [Simulations] Simulations section: The simulations are invoked to support the plasmonic concentration and scattering mechanism, but no model equations, boundary conditions, powder-bed geometry details, or quantitative comparison to the experimental absorptivity data are provided, rendering the mechanistic support qualitative rather than predictive.
Authors: The simulations in the original manuscript are presented at a qualitative level to illustrate the proposed mechanism. We agree that quantitative validation requires additional documentation. In the revision we will add the full electromagnetic model equations (FDTD or similar), boundary conditions, powder-bed geometry parameters (including groove dimensions and packing), and direct quantitative comparisons (e.g., simulated vs. measured absorptivity spectra) with error metrics. This will be placed in an expanded Simulations subsection and supplementary material. revision: yes
Circularity Check
No circularity: experimental measurements and simulations are independent of inputs
full rationale
The paper reports an experimental process for nanotexturing metal powders, direct absorptivity measurements, and printing trials that achieve higher densities at lower energy inputs. Simulations explain the optical mechanism via plasmonics and scattering but do not fit parameters to the target outcomes or reduce claims to self-defined quantities. No self-citations, ansatzes, or uniqueness theorems are invoked as load-bearing steps. The derivation chain consists of fabrication, characterization, and optical modeling that remain externally falsifiable and non-reductive.
Axiom & Free-Parameter Ledger
Reference graph
Works this paper leans on
-
[1]
DebRoy, T. et al. Additive manufacturing of metallic components – Process, structure and properties. Progress in Materials Science 92, 112–224 (2018)
work page 2018
- [2]
-
[3]
Tran, T. Q. et al. 3D printing of highly pure copper. Metals 9, 12–20 (2019)
work page 2019
-
[4]
Talignani, A. et al. A review on additive manufacturing of refractory tungsten and tungsten alloys. Additive Manufacturing 58, 103009 (2022)
work page 2022
-
[5]
Morcos, P., Elwany, A., Karaman, I. & Arr ´oyave, R. Review: additive manufacturing of pure tungsten and tungsten-based alloys. Journal of Materials Science 57, 9769–9806 (2022)
work page 2022
-
[6]
Vrancken, B., Ganeriwala, R. K. & Matthews, M. J. Analysis of laser-induced microc- racking in tungsten under additive manufacturing conditions: Experiment and simulation. Acta Materialia 194 (Aug. 2020)
work page 2020
-
[7]
Martin, J. H. et al. 3D printing of high-strength aluminium alloys. Nature 549, 365–369 (2017)
work page 2017
-
[8]
Zhang, D. et al. Additive manufacturing of ultrafine-grained high-strength titanium alloys. Nature 576, 91–95 (2019)
work page 2019
-
[9]
K ¨urnsteiner, P. et al. High-strength Damascus steel by additive manufacturing. Nature 582, 515–519 (2020)
work page 2020
- [10]
-
[11]
T., Nakamura, K., Yonehara, M., Imai, K
Ikeshoji, T. T., Nakamura, K., Yonehara, M., Imai, K. & Kyogoku, H. Selective Laser Melting of Pure Copper. Jom 70, 396–400 (2018)
work page 2018
-
[12]
Hu, Z., Zhao, Y ., Guan, K., Wang, Z. & Ma, Z. Pure tungsten and oxide dispersion strengthened tungsten manufactured by selective laser melting: Microstructure and crack- ing mechanism. Additive Manufacturing 36, 101579 (2020)
work page 2020
-
[13]
Colopi, M., Caprio, L., Demir, A. & Previtali, B. Selective laser melting of pure Cu with a 1 kW single mode fiber laser. Procedia CIRP 74, 59–63 (2018)
work page 2018
-
[14]
Colopi, M., Demir, A. G., Caprio, L. & Previtali, B. Limits and solutions in processing pure Cu via selective laser melting using a high-power single-mode fiber laser. Interna- tional Journal of Advanced Manufacturing Technology 104, 2473–2486 (2019). 16
work page 2019
-
[15]
Influence of Carbon Nanoparticle Addition (and Impurities) on Selective Laser Melting of Pure Copper
Jadhav et al. Influence of Carbon Nanoparticle Addition (and Impurities) on Selective Laser Melting of Pure Copper. Materials 12, 2469 (2019)
work page 2019
-
[16]
Yilbas, B. S., Danisman, K. & Yilbas, Z. Measurement of temperature-dependent reflec- tivity of Cu and Al in the range 30-1000 degrees C.Measurement Science and Technology 2, 668–674 (1991)
work page 1991
-
[17]
Fu, E., Spiegelhalder, R., V ogt, S. & Goebel, M. The best kept secret in laser additive manufacturing: green lasers, a unique innovation in Laser 3D Manufacturing IX (eds Helvajian, H., Gu, B. & Chen, H.) 1199202 (SPIE, Mar. 2022), 5
work page 2022
- [18]
-
[19]
Dorow-Gerspach, D. et al. Additive manufacturing of high density pure tungsten by elec- tron beam melting. Nuclear Materials and Energy 28 (2021)
work page 2021
-
[20]
Martin, J. H. et al. Grain refinement mechanisms in additively manufactured nano-functionalized aluminum. Acta Materialia 200, 1022–1037 (2020)
work page 2020
-
[21]
Jadhav, S. D. et al. Surface Modified Copper Alloy Powder for Reliable Laser-based Ad- ditive Manufacturing. Additive Manufacturing 35, 101418 (2020)
work page 2020
-
[22]
Jadhav, S. D. et al. Highly conductive and strong CuSn0.3 alloy processed via laser powder bed fusion starting from a tin-coated copper powder. Additive Manufacturing 36, 101607 (2020)
work page 2020
-
[23]
Tertuliano, O. A. et al. Nanoparticle-enhanced Absorptivity of Copper During Laser Pow- der Bed Fusion. Additive Manufacturing 51, 102562 (2021)
work page 2021
-
[24]
Qin, Y ., Kong, X. T., Wang, Z., Govorov, A. O. & Kortshagen, U. R. Near-Infrared Plas- monic Copper Nanocups Fabricated by Template-Assisted Magnetron Sputtering. ACS Photonics 4, 2881–2890 (2017)
work page 2017
-
[25]
Khairallah, S. A. et al. Controlling interdependent meso-nanosecond dynamics and defect generation in metal 3D printing. Science 368 (May 2020)
work page 2020
-
[26]
Young, F. W. Etch pits at dislocations in copper. Journal of Applied Physics 32, 192–201 (1961)
work page 1961
-
[27]
Qu, S. et al. High-precision laser powder bed fusion processing of pure copper. Additive Manufacturing 48, 102417 (2021)
work page 2021
-
[28]
Silbernagel, C. et al. Electrical resistivity of pure copper processed by medium-powered laser powder bed fusion additive manufacturing for use in electromagnetic applications. Additive Manufacturing 29, 100831 (Oct. 2019)
work page 2019
-
[29]
Vukusic, P. & Sambles, J. R. - Photonic Structures in Nature. Bionanotechnology II 424, 516–537 (2020)
work page 2020
-
[30]
Shi, N. N. et al. Keeping cool: Enhanced optical reflection and radiative heat dissipation in Saharan silver ants. Science 349, 298–301 (2015)
work page 2015
-
[31]
Shimada, T. et al. What is the Key Structural Parameter for Infrared Absorption Enhance- ment on Nanostructures? Journal of Physical Chemistry C 120, 534–541 (2016)
work page 2016
-
[32]
Burresi, M. et al. Bright-White Beetle Scales Optimise Multiple Scattering of Light, 1–8
-
[33]
Teperik, T. V . et al. Omnidirectional absorption in nanostructured metal surfaces. Nature Photonics 2, 299–301 (2008). 17
work page 2008
-
[34]
Polman, A. & Atwater, H. A. Photonic design principles for ultrahigh-efficiency photo- voltaics. Nature Materials 11, 174–177 (2012)
work page 2012
-
[35]
Trapp, J., Rubenchik, A. M., Guss, G. & Matthews, M. J. In situ absorptivity measure- ments of metallic powders during laser powder-bed fusion additive manufacturing. Ap- plied Materials Today 9, 341–349 (2017)
work page 2017
-
[36]
Tertuliano, O. A. et al. Nanoparticle-enhanced absorptivity of copper during laser powder bed fusion. Additive Manufacturing 51, 102562 (Mar. 2022)
work page 2022
-
[37]
Søndergaard, T. et al. Plasmonic black gold by adiabatic nanofocusing and absorption of light in ultra-sharp convex grooves. Nature Communications 3, 1–6 (2012)
work page 2012
-
[38]
Baffou, G. & Quidant, R. Thermo-plasmonics: Using metallic nanostructures as nano- sources of heat. Laser and Photonics Reviews 7, 171–187 (2013)
work page 2013
-
[39]
Kravets, V . G., Schedin, F. & Grigorenko, A. N. Plasmonic blackbody: Almost complete absorption of light in nanostructured metallic coatings. Physical Review B - Condensed Matter and Materials Physics 78, 97–99 (2008)
work page 2008
-
[40]
Boley, C. D., Mitchell, S. C., Rubenchik, A. M. & Wu, S. S. Q. Metal powder absorptivity: modeling and experiment. Applied Optics 55, 6496 (2016)
work page 2016
-
[41]
Boley, C. D., Khairallah, S. A. & Rubenchik, A. M. Calculation of laser absorption by metal powders in additive manufacturing. Additive Manufacturing Handbook: Product Development for the Defense Industry 54, 507–517 (2017)
work page 2017
-
[42]
Xiong, Z. et al. Selective Laser Melting and Remelting of Pure Tungsten. Advanced En- gineering Materials 22, 1–9 (2020)
work page 2020
-
[43]
Tan, C. et al. Selective laser melting of high-performance pure tungsten: parameter design, densification behavior and mechanical properties. Science and Technology of Advanced Materials 19, 370–380 (2018)
work page 2018
-
[44]
Rebesan, P. et al. Tungsten Fabricated by Laser Powder Bed Fusion. BHM Berg- und H¨uttenm¨annische Monatshefte 166, 263–269 (May 2021)
work page 2021
-
[45]
Guo, M. et al. Selective laser melting additive manufacturing of pure tungsten: Role of volumetric energy density on densification, microstructure and mechanical properties. In- ternational Journal of Refractory Metals and Hard Materials 84, 105025 (2019)
work page 2019
-
[46]
Wang, D. et al. Dense Pure Tungsten Fabricated by Selective Laser Melting. Applied Sci- ences 7, 430 (Apr. 2017)
work page 2017
-
[47]
Nanotextured metal powders for 3D printing of metals
V ock, S., Kl ¨oden, B., Kirchner, A., Weißg¨arber, T. & Kieback, B. Powders for powder bed fusion: a review. Progress in Additive Manufacturing 4, 383–397 (2019). 18 Data Availability All core data generated and analysed for this study can be found in this article and its Supple- mentary Information file. Further source data leading to these core data ar...
work page 2019
discussion (0)
Sign in with ORCID, Apple, or X to comment. Anyone can read and Pith papers without signing in.