Recognition: unknown
Granular mixing and flow dynamics in horizontal stirred bed reactors
Pith reviewed 2026-05-10 16:49 UTC · model grok-4.3
The pith
DEM simulations show that higher rotation speeds accelerate axial mixing in horizontal stirred bed reactors while higher fill levels slow it down.
A machine-rendered reading of the paper's core claim, the machinery that carries it, and where it could break.
Core claim
In calibrated DEM simulations of an industrial-grade polypropylene powder inside a lab-scale HSBR, axial mixing rates increase with rotation speed and decrease with fill level; cross-sectional mixing depends chiefly on speed; cycle times shorten under both higher speed and higher fill; axial dispersion coefficients rise with speed yet fall with fill level; and a diffusion model reproduces the observed axial Lacey index evolution.
What carries the argument
Discrete Element Method simulations that track individual particle contacts and trajectories, combined with Lacey index calculations in axial and cross-sectional planes, cycle-time statistics, and dual methods for extracting axial dispersion coefficients.
If this is right
- Raising rotation speed shortens both mixing times and cycle times while increasing axial dispersion.
- Increasing fill level lengthens axial mixing times and reduces dispersion even though cycle times become shorter.
- Cross-sectional mixing improves mainly with speed and becomes less sensitive to fill level once speed is high.
- A diffusion model based on the computed dispersion coefficients accurately tracks the axial Lacey index, supporting predictive use of the simulation approach.
- Operating conditions must be chosen to balance faster homogenization against changes in residence time distribution.
Where Pith is reading between the lines
- The identified trade-offs could be used to select operating points that achieve target product uniformity without excessive residence time spread in scaled-up reactors.
- Similar simulation setups could test whether the same speed and fill dependencies appear in other horizontal granular mixers such as rotary drums.
- Real-time adjustment of speed and fill based on inline mixing sensors might maintain consistent output when feed properties vary.
- Extending the trajectory analysis to include radial segregation would reveal whether the reported axial effects are accompanied by unwanted particle size or density sorting.
Load-bearing premise
The calibrated contact parameters for the polypropylene powder correctly represent real particle interactions and resulting flow inside the reactor.
What would settle it
Direct laboratory measurements of axial homogenization times or Lacey index curves at several rotation speeds and fill levels, compared against the simulated trends, would confirm or refute the reported dependencies.
Figures











read the original abstract
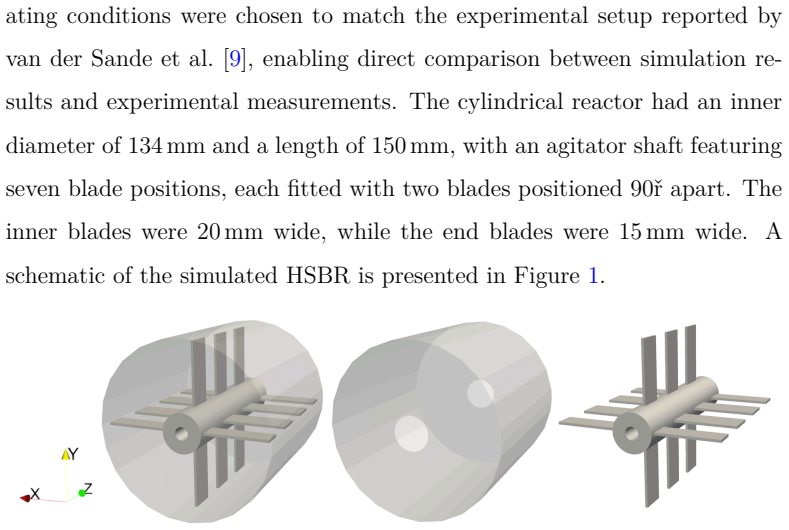
Horizontal stirred bed reactors (HSBRs) are used in gas--phase polyolefin production, where efficient solids mixing and controlled residence time distributions are essential for product quality and stability. Despite their industrial relevance, the influence of operating conditions on granular flow and mixing in HSBRs is not well understood. Discrete Element Method (DEM) simulations are used to study the effects of rotation speed and fill level on particle motion, mixing, and axial transport in a lab--scale HSBR. An industrial--grade polypropylene powder is modelled using calibrated contact parameters. Mixing is quantified using the Lacey index in axial (z) and cross--sectional (xy) directions. Particle circulation is characterised via cycle--time analysis and a coarse--grained angular velocity field. Axial dispersion coefficients are obtained from particle trajectories using both Einstein--type and cycle--based approaches, and validated with a diffusion model predicting the axial Lacey index. Results show that axial mixing depends strongly on rotation speed and fill level: higher rotation speeds accelerate homogenization, while higher fill levels slow mixing. Cross--sectional mixing is mainly sensitive to rotation speed, with fill--level effects diminishing at higher speeds. Cycle time decreases with increasing rotation speed and fill level, indicating enhanced circulation. Axial dispersion increases with rotation speed but decreases with fill level, with consistent results across methods. These findings reveal trade--offs between axial mixing, circulation, and dispersion, highlighting the need to balance operating conditions and demonstrating the capability of DEM to support HSBR optimisation.
Editorial analysis
A structured set of objections, weighed in public.
Referee Report
Summary. The manuscript uses DEM simulations to study granular mixing and flow in a lab-scale horizontal stirred bed reactor (HSBR) for gas-phase polyolefin production. An industrial-grade polypropylene powder is modeled with calibrated contact parameters. Mixing is quantified via the Lacey index in axial (z) and cross-sectional (xy) directions; circulation is characterized by cycle-time analysis and coarse-grained angular velocity; axial dispersion coefficients are computed from trajectories using Einstein-type and cycle-based methods and cross-validated against a diffusion model for the axial Lacey index. The central results are that axial mixing accelerates with higher rotation speed and slows with higher fill level, cross-sectional mixing is mainly sensitive to speed, cycle times decrease with both parameters, and axial dispersion increases with speed but decreases with fill level.
Significance. If the calibrated contact parameters accurately represent real particle interactions under the simulated conditions, the work provides quantitative insights into operating-condition trade-offs that affect homogenization and residence-time distribution in HSBRs, an industrially relevant system. The internal consistency across independent methods (Lacey index, two dispersion calculations, and diffusion-model prediction) is a methodological strength that supports the reliability of the reported numerical trends. The study demonstrates DEM's applicability to HSBR optimization and could guide process design, provided the parameter set is shown to reproduce experimental behavior.
major comments (2)
- [Abstract and contact-model section] Abstract and the section describing the contact model: the central claim that axial mixing depends strongly on rotation speed and fill level rests on DEM trajectories computed with a set of calibrated contact parameters for the polypropylene powder. No quantitative experimental validation is reported (e.g., comparison of simulated vs. measured cycle times, Lacey-index evolution, or axial dispersion in the lab-scale reactor), so it remains unclear whether the observed speed/fill-level dependencies reflect physical behavior or are sensitive to the particular calibration choice.
- [Methods section on DEM setup] Methods section on DEM setup and parameter calibration: the manuscript states that contact parameters were calibrated for the industrial-grade powder but provides insufficient detail on the calibration procedure, quantitative fitting metrics, mesh-sensitivity checks, error bars on derived quantities, or rules for data exclusion. These omissions limit independent verification of the robustness of the reported trends in mixing and dispersion.
minor comments (2)
- [Figures] Figure captions and legends could more explicitly label the specific rotation speeds and fill levels used in each panel to make the trends easier to compare at a glance.
- [Results on axial dispersion] Notation for the two dispersion-coefficient methods (Einstein-type vs. cycle-based) should be introduced with a brief equation or definition when first used to aid readers unfamiliar with granular dispersion analysis.
Simulated Author's Rebuttal
We thank the referee for the constructive and detailed review of our manuscript. We respond point-by-point to the major comments below, indicating the revisions we intend to make.
read point-by-point responses
-
Referee: [Abstract and contact-model section] Abstract and the section describing the contact model: the central claim that axial mixing depends strongly on rotation speed and fill level rests on DEM trajectories computed with a set of calibrated contact parameters for the polypropylene powder. No quantitative experimental validation is reported (e.g., comparison of simulated vs. measured cycle times, Lacey-index evolution, or axial dispersion in the lab-scale reactor), so it remains unclear whether the observed speed/fill-level dependencies reflect physical behavior or are sensitive to the particular calibration choice.
Authors: We acknowledge that the work is simulation-based and does not include direct quantitative comparison of the reported mixing metrics or dispersion coefficients against experimental measurements in the lab-scale HSBR. The contact parameters were calibrated to reproduce standard bulk properties of the industrial polypropylene powder (angle of repose and bulk density). To address concerns about parameter sensitivity, the revised manuscript will include a limited sensitivity analysis on key contact parameters and will expand the discussion to note that the observed trends are corroborated by multiple independent analysis methods (Lacey index, Einstein-type and cycle-based dispersion, and diffusion-model validation). The abstract will be updated to explicitly state the simulation nature of the findings and the reliance on calibrated parameters. revision: partial
-
Referee: [Methods section on DEM setup] Methods section on DEM setup and parameter calibration: the manuscript states that contact parameters were calibrated for the industrial-grade powder but provides insufficient detail on the calibration procedure, quantitative fitting metrics, mesh-sensitivity checks, error bars on derived quantities, or rules for data exclusion. These omissions limit independent verification of the robustness of the reported trends in mixing and dispersion.
Authors: We thank the referee for highlighting these gaps in methodological detail. In the revised version we will expand the DEM setup and calibration subsection to describe the calibration procedure in full, report quantitative fitting metrics (e.g., deviation from experimental angle-of-repose values), present mesh-sensitivity results, add error bars to the Lacey-index and dispersion-coefficient plots, and specify the data-exclusion criteria applied to particle trajectories. These additions will improve reproducibility and allow independent assessment of the robustness of the reported trends. revision: yes
- Absence of quantitative experimental validation of the simulated mixing and dispersion results against direct measurements in the lab-scale reactor, as no such experimental data were collected in this study.
Circularity Check
No circularity: results derive from DEM trajectories and independent internal checks, not from fitted inputs by construction
full rationale
The paper calibrates contact parameters as model inputs, then computes mixing metrics (Lacey index), cycle times, and axial dispersion coefficients directly from simulated particle trajectories. These outputs are cross-validated using two independent dispersion estimators (Einstein-type and cycle-based) plus a separate diffusion model that predicts the axial Lacey index evolution; none of these steps reduce the reported speed/fill-level trends to the calibration data by algebraic identity or statistical forcing. No self-citations are invoked as load-bearing uniqueness theorems, and no ansatz or renaming of known results is presented as a derivation. The central claims therefore remain independent of the input parameters once the simulation is run.
Axiom & Free-Parameter Ledger
free parameters (1)
- contact parameters
axioms (1)
- domain assumption Discrete element method with calibrated contacts faithfully reproduces granular flow and mixing in HSBRs
Reference graph
Works this paper leans on
-
[1]
J. W. Shepard, J. L. Jezl, E. F. Peters, R. D. Hall, Divided horizontal reactor for the vapor phase polymerization of monomers at different hydrogen levels, US Patent 3,957,448 (May 18 1976). 41
1976
-
[2]
M. Caracotsios, Theoretical modelling of amoco’s gas phase horizon- tal stirred bed reactor for the manufacturing of polypropylene resins, Chemical engineering science 47 (9-11) (1992) 2591–2596. doi:10.1016/ 0009-2509(92)87098-B
1992
-
[3]
J. B. Soares, T. F. McKenna, Polyolefin reaction engineering, John Wi- ley & Sons, 2013. doi:10.1002/9783527646944
-
[4]
S. Pourandi, P. C. van der Sande, I. Ostanin, T. Weinhart, Calibration of a DEM contact model for wet industrial granular materials, Powder Technology 476 (2026) 122404. doi:10.1016/j.powtec.2026.122404
-
[5]
A. Gorbach, S. Naik, W. Ray, Dynamics and stability analysis of solid catalyzed gas-phase polymerization of olefins in continuous stirred bed reactors, Chemical engineering science 55 (20) (2000) 4461–4479. doi: 10.1016/S0009-2509(00)00080-4
-
[6]
J. J. Zacca, J. A. Debling, W. Ray, Reactor residence time distribu- tion effects on the multistage polymerization of olefinsi. basic principles and illustrative examples, polypropylene, Chemical Engineering Science 51 (21) (1996) 4859–4886. doi:10.1016/0009-2509(96)00258-8
-
[7]
C. J. Dittrich, S. M. Mutsers, On the residence time distribution in reac- tors with non-uniform velocity profiles: The horizontal stirred bed reac- tor for polypropylene production, Chemical engineering science 62 (21) (2007) 5777–5793. doi:10.1016/j.ces.2007.06.031
-
[8]
Z. Tian, X.-P. Gu, L.-F. Feng, J.-P. Corriou, G.-H. Hu, Modeling and simulation of polypropylene particle size distribution in industrial hori- 42 zontal stirred bed reactors, Journal of applied polymer science 125 (4) (2012) 2668–2679. doi:10.1002/app.36473
-
[9]
P. C. van der Sande, E. C. Wagner, J. de Mooij, G. M. Meesters, J. R. van Ommen, Particle dynamics in horizontal stirred bed reactors charac- terized by single-photon emission radioactive particle tracking, Chemi- cal Engineering Journal 482 (2024) 149100. doi:10.1016/j.cej.2024. 149100
-
[10]
P. C. van der Sande, C. de Vries, E. C. Wagner, A. C. Vögtlander, G. M. Meesters, J. R. van Ommen, Flow behavior of polypropylene reactor powder in horizontal stirred bed reactors characterized by x- ray imaging, Chemical Engineering Journal 500 (2024) 156891. doi: 10.1016/j.cej.2024.156891
-
[11]
S. Pourandi, P. C. van der Sande, T. Weinhart, I. Ostanin, A math- ematical model for the dynamic angle of repose of a granular ma- terial in the rotating drum, Powder Technology 446 (2024) 120176. doi:10.1016/J.POWTEC.2024.120176
-
[12]
P. A. Cundall, O. D. Strack, A discrete numerical model for granular as- semblies, geotechnique 29 (1) (1979) 47–65. doi:10.1680/geot.1979. 29.1.47
-
[13]
T. Weinhart, L. Orefice, M. Post, M. P. van Schrojenstein Lantman, I. F. Denissen, D. R. Tunuguntla, J. Tsang, H. Cheng, M. Y. Shaheen, H. Shi, et al., Fast, flexible particle simulationsan introduction to mercurydpm, 43 Computer physics communications 249 (2020) 107129. doi:10.1016/ j.cpc.2019.107129
-
[14]
A. R. Thornton, T. Plath, I. Ostanin, H. Götz, J.-W. Bisschop, M. Has- san, R. Roeplal, X. Wang, S. Pourandi, T. Weinhart, Recent advances in mercurydpm, Mathematics in Computer Science 17 (2) (2023) 13. doi:10.1007/s11786-023-00562-x
-
[15]
A. Di Renzo, F. P. Di Maio, Comparison of contact-force models for the simulation of collisions in DEM-based granular flow codes, Chemical engineering science 59 (3) (2004) 525–541. doi:10.1016/j.ces.2003. 09.037
-
[16]
Luding, Cohesive, frictional powders: contact models for ten- sion, Granular matter 10 (4) (2008) 235–246
S. Luding, Cohesive, frictional powders: contact models for ten- sion, Granular matter 10 (4) (2008) 235–246. doi:10.1007/ s10035-008-0099-x
2008
-
[17]
C. Wensrich, A. Katterfeld, Rolling friction as a technique for modelling particle shape in dem, Powder Technology 217 (2012) 409–417. doi: 10.1016/j.powtec.2011.10.057
-
[18]
T. Roessler, A. Katterfeld, Scaling of the angle of repose test and its influence on the calibration of dem parameters using upscaled particles, Powder technology 330 (2018) 58–66. doi:10.1016/j.powtec.2018. 01.044
-
[19]
S. C. Thakur, J. P. Morrissey, J. Sun, J. Chen, J. Y. Ooi, Micromechan- ical analysis of cohesive granular materials using the discrete element 44 method with an adhesive elasto-plastic contact model, Granular Matter 16 (2014) 383–400. doi:10.1007/s10035-014-0506-4
-
[20]
Y. J. Huang, O. J. Nydal, B. Yao, Time step criterions for nonlin- ear dense packed granular materials in time-driven method simulations, Powder technology 253 (2014) 80–88. doi:10.1016/j.powtec.2013. 10.010
-
[21]
Z. Yan, S. Wilkinson, E. Stitt, M. Marigo, Discrete element modelling (DEM) input parameters: understanding their impact on model pre- dictions using statistical analysis, Computational Particle Mechanics 2 (2015) 283–299. doi:10.1007/s40571-015-0056-5
-
[22]
S. Lommen, D. Schott, G. Lodewijks, DEM speedup: Stiffness effects on behavior of bulk material, Particuology 12 (2014) 107–112. doi: 10.1016/j.partic.2013.03.006
-
[23]
P. M. C. Lacey, Developments in the theory of particle mixing, Jour- nal of applied chemistry 4 (5) (1954) 257–268. doi:10.1002/jctb. 5010040504
-
[24]
Lacey, The mixing of solid particles, Chemical Engineering Research and Design 75 (1997) S49–S55
P. Lacey, The mixing of solid particles, Chemical Engineering Research and Design 75 (1997) S49–S55. doi:10.1016/S0263-8762(97)80004-4
- [25]
-
[26]
R. J. Brandao, R. M. Lima, R. L. Santos, C. R. Duarte, M. A. 45 Barrozo, Experimental study and dem analysis of granular segrega- tion in a rotating drum, Powder Technology 364 (2020) 1–12. doi: 10.1016/j.powtec.2020.01.036
-
[27]
M. Jiang, Y. Zhao, G. Liu, J. Zheng, Enhancing mixing of particles by baffles in a rotating drum mixer, Particuology 9 (3) (2011) 270–278. doi:10.1016/j.partic.2010.06.008
-
[28]
P. Liu, R. Yang, A. Yu, Dem study of the transverse mixing of wet particles in rotating drums, Chemical Engineering Science 86 (2013) 99–107. doi:10.1016/j.ces.2012.06.015
-
[29]
Z. Zhang, N. Gui, L. Ge, Z. Li, Numerical study of particle mixing in a tilted three-dimensional tumbler and a new particle-size mixing index, Advanced Powder Technology 30 (10) (2019) 2338–2351. doi: 10.1016/j.apt.2019.07.017
-
[30]
P. Widhate, H. Zhu, Q. Zeng, K. Dong, Mixing of particles in a rotating drum with inclined axis of rotation, Processes 8 (12) (2020) 1688. doi: 10.3390/pr8121688
-
[31]
A. V. Patil, J. Hofsteenge, J. M. Bujalski, S. T. Johansen, Dpm model segregation validation and scaling effect in a rotary drum, Com- putational Particle Mechanics 9 (4) (2022) 693–707. doi:10.1007/ s40571-021-00438-6
2022
-
[32]
R. van Sleeuwen, S. Pantaleev, M. Ebrahimi, et al., Efficient dem model- ing of solid flavor particle mixing in a rotary drum, Powder Technology 437 (2024) 119559. doi:10.1016/j.powtec.2024.119559. 46
-
[33]
X. Tang, S. Wang, X. Jin, Y. Shen, Super-quadric cfd-dem modelling of chip-like particle-liquid flow in a rotary drum, Powder Technology 435 (2024) 119363. doi:10.1016/j.powtec.2024.119363
-
[34]
L. Xu, X. Wu, M. Liu, S. Bao, B. Liu, Z. Lu, Studying on the upper limit of the coarse-grained dem model for simulating mixing processes in a rolling drum with complex wall boundary, Advanced Powder Technology 35 (1) (2024) 104307. doi:10.1016/j.apt.2023.104307
- [35]
-
[36]
G. Chandratilleke, X. Jin, Y. Shen, Dem study of effects of particle size and density on mixing behaviour in a ribbon mixer, Powder Technology 392 (2021) 93–107. doi:10.1016/j.powtec.2021.06.058
-
[37]
X. Jin, G. R. Chandratilleke, S. Wang, Y. Shen, Dem investigation of mixing indices in a ribbon mixer, Particuology 60 (2022) 37–47. doi: 10.1016/j.partic.2021.03.005
-
[38]
G. R. Chandratilleke, A. Yu, R. Stewart, J. Bridgwater, Effects of blade rake angle and gap on particle mixing in a cylindrical mixer, Powder Technology 193 (3) (2009) 303–311. doi:10.1016/j.powtec.2009.03. 007
-
[39]
G. R. Chandratilleke, A. Yu, J. Bridgwater, K. Shinohara, A particle- 47 scale index in the quantification of mixing of particles, AIChE journal 58 (4) (2012) 1099–1118. doi:10.1002/aic.12654
-
[40]
G. R. Chandratilleke, A. Yu, J. Bridgwater, A dem study of the mixing of particles induced by a flat blade, Chemical Engineering Science 79 (2012) 54–74. doi:10.1016/j.ces.2012.05.010
-
[41]
M. Halidan, G. Chandratilleke, S. Chan, A. Yu, J. Bridgwater, Pre- diction of the mixing behaviour of binary mixtures of particles in a bladed mixer, Chemical Engineering Science 120 (2014) 37–48. doi: 10.1016/j.ces.2014.08.048
-
[42]
Chandratilleke, A
R. Chandratilleke, A. Yu, J. Bridgwater, K. Shinohara, Flow and mix- ing of cohesive particles in a vertical bladed mixer, Industrial & Engi- neering Chemistry Research 53 (10) (2014) 4119–4130. doi:10.1021/ ie403877v
2014
-
[43]
D. K. Chibwe, G. M. Evans, E. Doroodchi, B. J. Monaghan, D. J. Pin- son, S. J. Chew, Particle near-neighbour separation index for quantifica- tion of segregation of granular material, Powder Technology 360 (2020) 481–492. doi:10.1016/j.powtec.2019.10.079
-
[44]
K. Korkerd, Z. Zhou, R. Zou, P. Piumsomboon, B. Chalermsinsuwan, Effect of immersed tubes configurations on mixing and heat transfer of mixed biomass and silica sand in a bubbling fluidized bed using cfd- dem and statistical experimental design analysis, Powder Technology 437 (2024) 119542. doi:10.1016/j.powtec.2024.119542. 48
-
[45]
Godlieb, N
W. Godlieb, N. Deen, J. Kuipers, Characterizing solids mixing in dem simulations, in: 6th International Conference on Multiphase Flow, ICMF 2007, 2007
2007
-
[46]
R. Kamesh, S. Vaddagani, C. Sumana, K. Y. Rani, S. R. Gopireddy, N. A. Urbanetz, Six-directional sampling method and mean mixing indices for solids blending performance analysis of dem simulations, Powder Technology 398 (2022) 117051. doi:10.1016/j.powtec.2021. 117051
-
[47]
H. Norouzi, R. Zarghami, N. Mostoufi, Insights into the granular flow in rotating drums, Chemical engineering research and design 102 (2015) 12–25. doi:10.1016/j.cherd.2015.06.010
-
[48]
T. Weinhart, A. R. Thornton, S. Luding, O. Bokhove, From discrete particles to continuum fields near a boundary, Granular Matter 14 (2) (2012) 289–294. doi:10.1007/s10035-012-0317-4
-
[49]
S. Yang, Y. Sun, J. Wang, A. Cahyadi, J. W. Chew, Influence of oper- ating parameters and flow regime on solid dispersion behavior in a gas– solid spout-fluid bed, Chemical Engineering Science 142 (2016) 112–125. doi:10.1016/j.ces.2015.11.038
-
[50]
S. Yang, L. Zhang, K. Luo, J. W. Chew, Dem investigation of the axial dispersion behavior of a binary mixture in the rotating drum, Powder Technology 330 (2018) 93–104. doi:10.1016/j.powtec.2018.02.021
-
[51]
A. Einstein, Über die von der molekularkinetischen theorie der wärme geforderte bewegung von in ruhenden flüssigkeiten sus- 49 pendierten teilchen, Annalen der physik 4 (1905). doi:10.1002/andp. 19053220806
-
[52]
Einstein, Investigations on the Theory of the Brownian Movement, Courier Corporation, 1956
A. Einstein, Investigations on the Theory of the Brownian Movement, Courier Corporation, 1956
1956
-
[53]
K. Luo, S. Yang, K. Zhang, M. Fang, J. Fan, Particle dispersion and circulation patterns in a 3d spouted bed with or without draft tube, Industrial & Engineering Chemistry Research 52 (28) (2013) 9620–9631. doi:10.1021/ie303555g
-
[54]
A. Ingram, J. Seville, D. Parker, X. Fan, R. Forster, Axial and radial dispersion in rolling mode rotating drums, Powder technology 158 (1-3) (2005) 76–91. doi:10.1016/j.powtec.2005.04.030
-
[55]
D. Pallarès, F. Johnsson, A novel technique for particle tracking in cold 2-dimensional fluidized bedssimulating fuel dispersion, Chemical Engi- neering Science 61 (8) (2006) 2710–2720. doi:10.1016/j.ces.2005. 11.030
-
[56]
P. Liu, R. Yang, A. Yu, The effect of liquids on radial segregation of granular mixtures in rotating drums, Granular Matter 15 (4) (2013) 427–436. doi:10.1007/s10035-013-0392-1
-
[57]
M. Halidan, G. Chandratilleke, K. Dong, A. Yu, Mixing performance of ribbon mixers: Effects of operational parameters, Powder Technology 325 (2018) 92–106. doi:10.1016/j.powtec.2017.11.009
- [58]
-
[59]
J. C. Lagarias, J. A. Reeds, M. H. Wright, P. E. Wright, Conver- gence properties of the nelder–mead simplex method in low dimen- sions, SIAM Journal on optimization 9 (1) (1998) 112–147. doi: 10.1137/S1052623496303470
-
[60]
W. H. Press, Numerical recipes 3rd edition: The art of scientific com- puting, Cambridge university press, 2007. 51
2007
discussion (0)
Sign in with ORCID, Apple, or X to comment. Anyone can read and Pith papers without signing in.