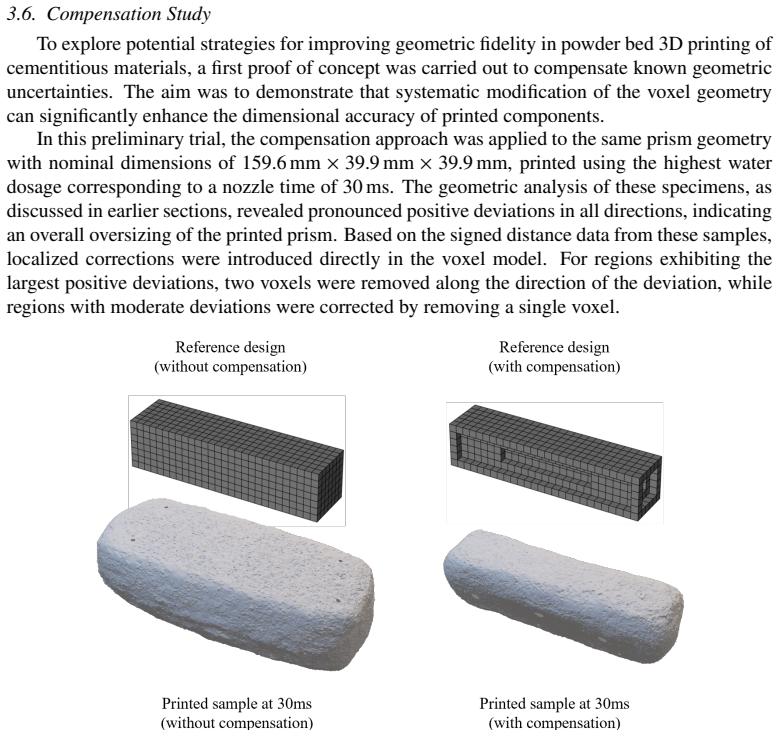
Quantifying water-driven geometric uncertainties in powder bed concrete printing using high-resolution 3D modeling
Pith reviewed 2026-05-19 23:36 UTC · model grok-4.3
The pith
Varying water dosage in powder bed concrete 3D printing creates systematic geometric deviations that designers can offset by pre-adjusting the digital model.
A machine-rendered reading of the paper's core claim, the machinery that carries it, and where it could break.
Core claim
Geometric fidelity in powder bed printed concrete depends strongly on voxel-wise water dosage, producing repeatable, directionally biased deviations such as edge rounding and swelling that intensify with higher water content. These effects were quantified by aligning high-resolution stereophotogrammetry scans with CAD models and computing point-wise distance errors plus volumetric differences across multiple dosage settings. Mechanical properties remain largely stable because excess voxel water diffuses outward, preserving the effective water-cement ratio. A design-compensation approach that pre-adjusts the digital geometry counters the predictable deviations and improves as-built accuracy.
What carries the argument
High-resolution stereophotogrammetry scans aligned to CAD models, used to compute point-wise distance errors and volumetric differences across water-dosage settings.
If this is right
- Geometric deviations grow larger and more anisotropic as water dosage increases.
- Stiffness and strength of the printed concrete remain nearly constant across the tested water-dosage range.
- Pre-adjusting the input CAD geometry reduces final shape errors without post-processing.
- Deviation patterns are repeatable and can be mapped for different water levels.
Where Pith is reading between the lines
- The same pre-compensation method could be tested on more complex or larger geometries to check whether the error patterns remain predictable at scale.
- If mechanical properties stay stable, water dosage might be varied deliberately to improve powder flow or curing speed while still meeting strength targets.
- Similar diffusion-driven compensation logic may apply to other powder-bed binder-jetting processes that use liquid agents on granular materials.
Load-bearing premise
Excess water from each voxel diffuses into the surrounding powder and leaves the effective water-cement ratio inside the hardened material largely unchanged.
What would settle it
Direct chemical analysis of hardened printed samples showing that the water-cement ratio inside the material varies measurably with the applied voxel dosage would contradict the diffusion account for stable mechanical properties.
Figures












read the original abstract
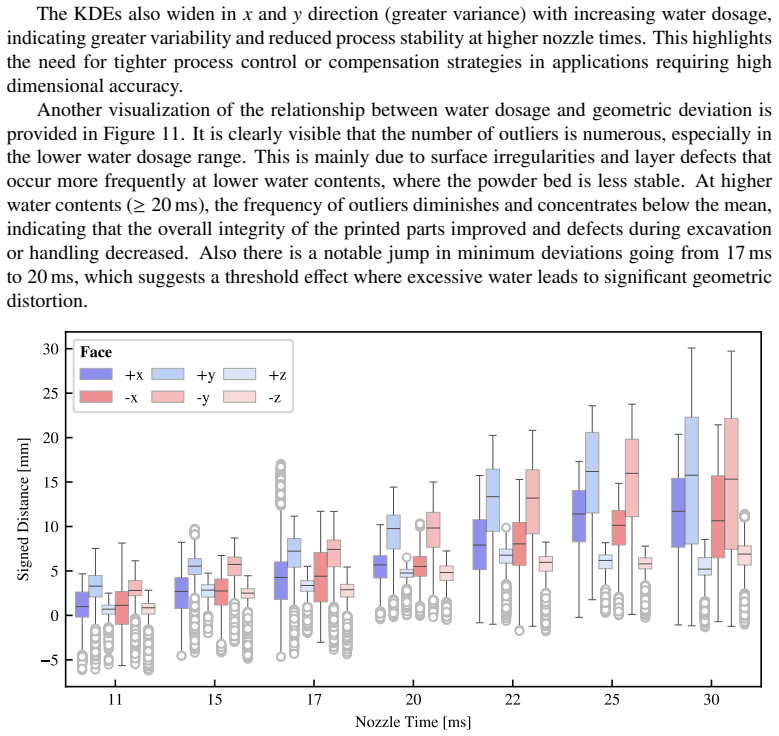
Dimensional accuracy in powder bed 3D printing of concrete is strongly influenced by binder distribution, and the resulting geometric deviations can be direction-dependent. This study examines how voxel-wise water dosage influences geometric fidelity and deviation anisotropy. Experiments show that small changes in water content can cause large, systematic deviations, including edge rounding and swelling. We quantify these effects using high-resolution stereophotogrammetry, aligning as-built scans with CAD models. We then compute deviation metrics such as point-wise distance errors and volumetric differences across multiple water-dosage settings, revealing repeatable, directionally biased deformation patterns that intensify with higher water content. Mechanical testing indicates that stiffness and strength change only marginally, with no clear trend in the tested range. This is explained by excess voxel water diffusing into surrounding powder, leaving the effective water-cement ratio largely unchanged. Finally, we demonstrate a design-compensation concept that pre-adjusts digital geometry to counter predictable deviations, improving accuracy without post-processing.
Editorial analysis
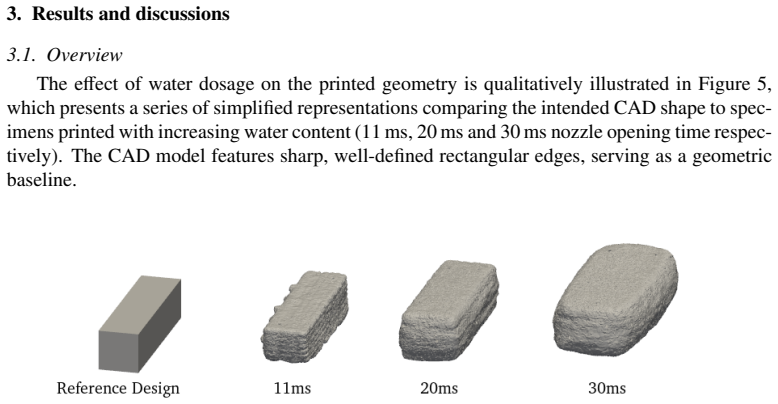
A structured set of objections, weighed in public.
Referee Report
Summary. The manuscript examines the influence of voxel-wise water dosage on geometric fidelity in powder bed concrete 3D printing. Using high-resolution stereophotogrammetry to align as-built scans with CAD models, the authors quantify directionally biased deviations (edge rounding, swelling) that increase with water content. Mechanical tests show marginal changes in stiffness and strength with no clear trend, which the authors attribute to excess water diffusing into surrounding powder and preserving the effective water-cement ratio. They conclude by demonstrating a pre-adjustment compensation strategy on the digital geometry to mitigate predictable deviations without post-processing.
Significance. If the geometric deviation patterns and compensation approach are robustly validated, the work offers a practical route to improve dimensional accuracy in powder-bed concrete printing while maintaining mechanical performance. The combination of high-resolution metrology with a design-compensation workflow addresses a load-bearing process uncertainty in construction-scale additive manufacturing and could support more reliable digital-to-physical translation.
major comments (1)
- [Results section on mechanical testing] The mechanical-stability claim rests on the diffusion explanation (excess voxel water diffusing into surrounding powder to keep the local w/c ratio unchanged). This is inferred solely from the lack of a clear trend in bulk stiffness and strength data; no direct measurements (e.g., local compositional mapping, hydration-product analysis, or porosity distribution) are presented to confirm uniform effective w/c ratios across dosage levels. Alternative mechanisms such as binder migration or altered pore-size distribution remain possible and would still permit geometric control while affecting long-term performance in ways not captured by the reported bulk tests.
minor comments (2)
- [Experimental methods] Sample sizes, number of replicates, and statistical details (error bars, p-values, or confidence intervals) for the deviation metrics and mechanical tests are not stated in the provided sections; these should be added to allow assessment of repeatability.
- [Design-compensation subsection] The compensation concept is demonstrated but the exact pre-adjustment algorithm, the magnitude of the geometric offsets applied, and the resulting improvement in quantitative metrics (e.g., RMS deviation reduction) are only qualitatively described; a table or figure quantifying before/after accuracy would strengthen the claim.
Simulated Author's Rebuttal
We thank the referee for their constructive feedback on our manuscript. We address the single major comment below and indicate where revisions will be made to the text.
read point-by-point responses
-
Referee: [Results section on mechanical testing] The mechanical-stability claim rests on the diffusion explanation (excess voxel water diffusing into surrounding powder to keep the local w/c ratio unchanged). This is inferred solely from the lack of a clear trend in bulk stiffness and strength data; no direct measurements (e.g., local compositional mapping, hydration-product analysis, or porosity distribution) are presented to confirm uniform effective w/c ratios across dosage levels. Alternative mechanisms such as binder migration or altered pore-size distribution remain possible and would still permit geometric control while affecting long-term performance in ways not captured by the reported bulk tests.
Authors: We agree that the proposed diffusion mechanism is an inference drawn from the observed lack of a clear trend in the bulk mechanical data rather than from direct local measurements. No compositional mapping, hydration analysis, or porosity characterization was performed. In the revised manuscript we will rephrase the relevant paragraph to present the diffusion explanation as a plausible hypothesis consistent with the powder-bed process and the mechanical results, while explicitly noting that alternative mechanisms (binder migration, altered pore-size distribution) cannot be excluded and could influence long-term durability. We will also add a short discussion of these limitations and their implications. The primary contribution of the work remains the quantification of geometric deviations and the compensation strategy; the mechanical tests were included only to show that short-term stiffness and strength are not strongly degraded within the tested dosage range. revision: partial
Circularity Check
No circularity; experimental claims rest on direct measurements
full rationale
The manuscript reports experimental quantification of geometric deviations via stereophotogrammetry and mechanical testing across water-dosage levels. The diffusion-based explanation for marginal changes in stiffness/strength is presented as an inference from the absence of a clear trend in the test data, not as a derived prediction obtained from any equation or fitted parameter within the paper. No self-definitional steps, fitted-input predictions, load-bearing self-citations, uniqueness theorems, or ansatz smuggling appear in the abstract or described content. The design-compensation demonstration is likewise an empirical adjustment shown to improve accuracy, without reduction to prior inputs by construction. The work is therefore self-contained against external benchmarks.
Axiom & Free-Parameter Ledger
axioms (1)
- domain assumption High-resolution stereophotogrammetry provides sufficiently accurate 3D models for reliable comparison against CAD geometry to quantify deviations.
Lean theorems connected to this paper
-
IndisputableMonolith/Foundation/RealityFromDistinction.leanreality_from_one_distinction unclear?
unclearRelation between the paper passage and the cited Recognition theorem.
Mechanical testing indicates that stiffness and strength change only marginally... explained by excess voxel water diffusing into surrounding powder, leaving the effective water-cement ratio largely unchanged.
-
IndisputableMonolith/Cost/FunctionalEquation.leanwashburn_uniqueness_aczel unclear?
unclearRelation between the paper passage and the cited Recognition theorem.
We quantify these effects using high-resolution stereophotogrammetry... deviation metrics such as point-wise distance errors and volumetric differences
What do these tags mean?
- matches
- The paper's claim is directly supported by a theorem in the formal canon.
- supports
- The theorem supports part of the paper's argument, but the paper may add assumptions or extra steps.
- extends
- The paper goes beyond the formal theorem; the theorem is a base layer rather than the whole result.
- uses
- The paper appears to rely on the theorem as machinery.
- contradicts
- The paper's claim conflicts with a theorem or certificate in the canon.
- unclear
- Pith found a possible connection, but the passage is too broad, indirect, or ambiguous to say the theorem truly supports the claim.
Reference graph
Works this paper leans on
-
[1]
G. De Schutter, K. Lesage, V . Mechtcherine, V . N. Nerella, G. Habert, I. Agusti-Juan, Vision of 3d printing with concrete — technical, economic and environmental potentials, Cement and Concrete Research 112 (2018) 25–36. doi:10.1016/j.cemconres.2018.06.001
-
[2]
R. Buswell, R. Soar, A. Gibb, A. Thorpe, Freeform construction: Mega-scale rapid manufacturing for construction, Automation in Construction 16 (2) (2007) 224–231.doi:10.1016/j.autcon.2006.05.002
-
[3]
S. Lim, R. Buswell, T. Le, S. Austin, A. Gibb, T. Thorpe, Developments in construction-scale additive manufactur- ing processes, Automation in Construction 21 (2012) 262–268.doi:10.1016/j.autcon.2011.06.010
- [4]
-
[5]
R. Buswell, W. Leal de Silva, S. Jones, J. Dirrenberger, 3d printing using concrete extrusion: A roadmap for research, Cement and Concrete Research 112 (2018) 37–49.doi:10.1016/j.cemconres.2018.05.006
-
[7]
B. Khoshnevis, R. Russell, H. Kwon, S. Bukkapatnam, Crafting large prototypes, IEEE Robotics &; Automation Magazine 8 (3) (2001) 33–42.doi:10.1109/100.956812
-
[8]
B. Khoshnevis, Automated construction by contour crafting—related robotics and information technologies, Au- tomation in Construction 13 (1) (2004) 5–19.doi:10.1016/j.autcon.2003.08.012
-
[9]
D. Weger, C. Gehlen, W. Korte, F. Meyer-Br ¨otz, J. Scheydt, T. Stengel, Building rethought – 3d concrete printing in building practice, Construction Robotics 5 (3–4) (2021) 203–210.doi:10.1007/s41693-022-00064-5
- [10]
-
[11]
T. T. Le, S. A. Austin, S. Lim, R. A. Buswell, A. G. F. Gibb, T. Thorpe, Mix design and fresh properties for high-performance printing concrete, Materials and Structures 45 (8) (2012) 1221–1232.doi:10.1617/ s11527-012-9828-z
work page 2012
-
[12]
N. Roussel, J. Spangenberg, J. Wallevik, R. Wolfs, Numerical simulations of concrete processing: From standard formative casting to additive manufacturing, Cement and Concrete Research 135 (2020) 106075.doi:10.1016/ j.cemconres.2020.106075
-
[13]
S. A. Nair, S. Panda, M. Santhanam, G. Sant, N. Neithalath, A critical examination of the influence of material characteristics and extruder geometry on 3d printing of cementitious binders, Cement and Concrete Composites 112 (2020) 103671.doi:10.1016/j.cemconcomp.2020.103671
-
[14]
S. Ketel, G. Falzone, B. Wang, N. Washburn, G. Sant, A printability index for linking slurry rheology to the geometrical attributes of 3d-printed components, Cement and Concrete Composites 101 (2019) 32–43.doi: 10.1016/j.cemconcomp.2018.03.022
-
[15]
D. Lowke, E. Dini, A. Perrot, D. Weger, C. Gehlen, B. Dillenburger, Particle-bed 3d printing in concrete con- struction – possibilities and challenges, Cement and Concrete Research 112 (2018) 50–65.doi:10.1016/j. cemconres.2018.05.018
work page doi:10.1016/j 2018
-
[16]
D. Lowke, D. Talke, I. Dressler, D. Weger, C. Gehlen, C. Ostertag, R. Rael, Particle bed 3d printing by selective cement activation – applications, material and process technology, Cement and Concrete Research 134 (2020) 106077.doi:10.1016/j.cemconres.2020.106077
-
[17]
S. Diener, A. Zocca, J. G ¨unster, Literature review: Methods for achieving high powder bed densities in ceramic powder bed based additive manufacturing, Open Ceramics 8 (2021) 100191.doi:https://doi.org/10.1016/ j.oceram.2021.100191. URLhttps://www.sciencedirect.com/science/article/pii/S2666539521001371
-
[18]
P. Shakor, S. H. Chu, A. Puzatova, E. Dini, Review of binder jetting 3d printing in the construction industry, Progress in Additive Manufacturing 7 (4) (2022) 643–669.doi:10.1007/s40964-021-00252-9
-
[19]
F. Salari, P. Bosetti, V . M. Sglavo, Effect of printing strategies on the properties of product in selective sorel cement activation, Rapid Prototyping Journal 29 (11) (2023) 82–97.doi:10.1108/rpj-07-2022-0247
-
[20]
F. Salari, P. Bosetti, V . M. Sglavo, Binder jetting 3d printing of magnesium oxychloride cement-based materials: Parametric analysis of manufacturing factors, Journal of Manufacturing and Materials Processing 6 (4) (2022) 86. doi:10.3390/jmmp6040086
-
[21]
I. Mai, D. Lowke, A. Perrot, Fluid intrusion in powder beds for selective cement activation – an experimental and analytical study, Cement and Concrete Research 156 (2022) 106771.doi:10.1016/j.cemconres.2022. 106771
-
[22]
A. Robens-Radermacher, C. Kujath, F. Bos, V . Mechtcherine, J. F. Unger, Mechanical properties of 3d printed 32 concrete: a rilem tc 304-adc interlaboratory study-design and implementation of a database system for query- ing, sharing, and analyzing experimental data, Materials and Structures 58 (5) (Jun. 2025).doi:10.1617/ s11527-025-02650-9
work page 2025
-
[23]
V . Mechtcherine, S. Muthukrishnan, A. Robens-Radermacher, R. Wolfs, J. Versteege, C. Menna, O. Ozturk, N. Ozyurt, J. Roupec, C. Richter, J. Jungwirth, L. Miranda, R. Ammann, J.-F. Caron, V . de Bono, R. Monte, I. Navarrete, C. Eugenin, H. Lombois-Burger, B. Baz, M. Sinka, A. Sapata, I. Harbouz, Y . Zhang, Z. Jia, J. Kruger, J.-P. Mostert, M.ˇStefanˇciˇc,...
-
[24]
F. Bos, C. Menna, A. Robens-Radermacher, R. Wolfs, N. Roussel, H. Lombois-Burger, B. Baz, D. Weger, B. Ne- matollahi, M. Santhanam, Y . Zhang, S. Bhattacherjee, Z. Jia, Y . Chen, V . Mechtcherine, Mechanical properties of 3d printed concrete: a rilem tc 304-adc interlaboratory study — approach and main results, Materials and Structures 58 (5) (Jun. 2025)....
-
[25]
K. Brunner, T. Stengel, A. Kustermann, 3D Particle Bed Printing Using Different Cementitious Binders and Recy- cled Sand, Springer Nature Switzerland, 2024, pp. 398–405.doi:10.1007/978-3-031-80724-4_49
-
[26]
D. Lowke, I. Mai, E. Keita, A. Perrot, D. Weger, C. Gehlen, F. Herding, W. Zuo, N. Roussel, Material-process interactions in particle bed 3d printing and the underlying physics, Cement and Concrete Research 156 (2022) 106748.doi:10.1016/j.cemconres.2022.106748
-
[27]
X. Wang, C. Naito, J. T. Fox, P. Bocchini, Impact of mix proportions on particle bed 3d printed concrete properties, Construction and Building Materials 419 (2024) 135441.doi:10.1016/j.conbuildmat.2024.135441
-
[28]
M. Shahid, V . M. Sglavo, Binder jetting 3d printing of binary cement—siliceous sand mixture, Materials 17 (7) (2024) 1514.doi:10.3390/ma17071514
-
[29]
J. Xu, R. A. Buswell, P. Kinnell, I. Biro, J. Hodgson, N. Konstantinidis, L. Ding, Inspecting manufacturing precision of 3d printed concrete parts based on geometric dimensioning and tolerancing, Automation in Construction 117 (2020) 103233.doi:10.1016/j.autcon.2020.103233
-
[30]
R. Buswell, J. Xu, D. De Becker, J. Dobrzanski, J. Provis, J. T. Kolawole, P. Kinnell, Geometric quality assurance for 3d concrete printing and hybrid construction manufacturing using a standardised test part for benchmarking capability, Cement and Concrete Research 156 (2022) 106773.doi:10.1016/j.cemconres.2022.106773
-
[31]
P. Shakor, S. Nejadi, G. Paul, J. Sanjayan, Dimensional accuracy, flowability, wettability, and porosity in inkjet 3dp for gypsum and cement mortar materials, Automation in Construction 110 (2020) 102964.doi:https: //doi.org/10.1016/j.autcon.2019.102964
-
[32]
S. A. Nair, G. Sant, N. Neithalath, Mathematical morphology-based point cloud analysis techniques for geometry assessment of 3d printed concrete elements, Additive Manufacturing 49 (2022) 102499.doi:10.1016/j.addma. 2021.102499
-
[33]
G. Rizzieri, L. Ferrara, M. Cremonesi, Numerical simulation of the extrusion and layer deposition processes in 3d concrete printing with the particle finite element method, Computational Mechanics 73 (2) (2023) 277–295. doi:10.1007/s00466-023-02367-y
-
[34]
G. Rizzieri, F. Lanteri, L. Ferrara, M. Cremonesi, Shapegen3dcp: A deep learning framework for layer shape prediction in 3d concrete printing (2025).doi:10.48550/ARXIV.2510.02009
-
[35]
N. Ashrafi, S. Nazarian, N. A. Meisel, J. P. Duarte, Experimental calibration and compensation for the continuous effect of time, number of layers and volume of material on shape deformation in small-scale additive manufacturing of concrete, Additive Manufacturing 47 (2021) 102228.doi:10.1016/j.addma.2021.102228
-
[36]
N. Ashrafi, S. Nazarian, N. Meisel, J. P. Duarte, A grammar-based algorithm for toolpath generation: Compensating for material deformation in the additive manufacturing of concrete, Additive Manufacturing 55 (2022) 102803. doi:10.1016/j.addma.2022.102803
-
[37]
A. K. Tiwari, P. P. Pratapa, M. Santhanam, Lattice concrete: 3d printed periodic cellular structures through selective cement hydration, Journal of Building Engineering 86 (2024) 108946.doi:10.1016/j.jobe.2024.108946
-
[38]
F. Herding, D. Lowke, Improving the Dimensional Accuracy in Selective Cement Activation by w/c-Ratio Grada- tion, Springer Nature Switzerland, 2024, pp. 370–377.doi:10.1007/978-3-031-70031-6_43
-
[39]
M. Shahid, V . M. Sglavo, Effect of water-to-quick setting cement ratio and aggregate size on mechanical properties and dimensional accuracy of binder jetting 3d-printed bodies, Open Ceramics 20 (2024) 100704.doi:https: //doi.org/10.1016/j.oceram.2024.100704
-
[40]
F. Herding, I. Mai, D. Lowke, Reduction of the cement content in selective cement activation, ce/papers 6 (6) (2023) 790–796.doi:10.1002/cepa.2826
-
[41]
T. Glotz, Y . Petryna, Experimental characterization of anisotropic mechanical behaviour and failure mechanisms of hardened printed concrete, Materials 17 (16) (2024) 3931.doi:10.3390/ma17163931
-
[42]
P. Keller, R. Mendˇrick´y, Analysis of object deformations printed by additive manufacturing from concrete mixtures 33 over time, Applied Sciences 15 (17) (2025) 9749.doi:10.3390/app15179749
-
[43]
F. Salari, A. Zocca, P. Bosetti, P. Hlav ´aˇcek, A. Italiano, F. Gobbin, P. Colombo, H.-C. K ¨uhne, V . M. Sglavo, Powder-bed 3d printing by selective activation of magnesium phosphate cement: Determining significant pro- cessing parameters and their effect on mechanical strength, Open Ceramics 18 (2024) 100609.doi:https: //doi.org/10.1016/j.oceram.2024.100609
-
[44]
Methods of testing cement – part 1: Determination of strength, Standard DIN EN 196-1, Deutsches Institut f ¨ur Normung (DIN), Berlin, Germany (2016)
work page 2016
-
[45]
M. Jadayel, F. Khameneifar, Increasing 3d printing accuracy through convolutional neural network-based compen- sation for geometric deviations, Machines 13 (5) (2025) 382.doi:10.3390/machines13050382. 34
discussion (0)
Sign in with ORCID, Apple, or X to comment. Anyone can read and Pith papers without signing in.