Recognition: unknown
In-situ process monitoring for defect detection in wire-arc additive manufacturing: an agentic AI approach
Pith reviewed 2026-05-10 16:47 UTC · model grok-4.3
The pith
A multi-agent AI framework using welder signals and acoustic data detects porosity defects in wire-arc additive manufacturing with 91.6 percent accuracy.
A machine-rendered reading of the paper's core claim, the machinery that carries it, and where it could break.
Core claim
The paper claims that an LLM-orchestrated multi-agent system, consisting of a processing agent from welder current and voltage signals and a monitoring agent from acoustic data, both classified against XCT ground truth for porosity, outperforms individual agents by reaching 91.6% decision accuracy and 0.821 F1 score on decided runs over 15 independent trials, with average reasoning quality of 3.74 out of 5.
What carries the argument
The LLM-based orchestration of parallel processing and monitoring agents that fuses decisions from welder signals and acoustic data for in-situ porosity defect classification.
If this is right
- The multi-agent configuration delivers higher accuracy and F1 scores than any single-agent setup.
- Evaluation metrics show consistent performance across 15 independent runs for the coordinated system.
- Both signal-based and acoustic agents can be trained effectively using XCT as ground truth for defect labeling.
- The framework supports autonomous real-time monitoring toward qualified part production in WAAM and similar processes.
Where Pith is reading between the lines
- Deploying this in production lines might allow immediate correction of process parameters to avoid defects.
- Extending the agents to predict other defect types like cracks or lack of fusion could broaden its utility.
- Replacing the LLM orchestrator with a lighter model might enable faster on-machine deployment.
Load-bearing premise
Welder process signals and acoustic data hold sufficient information for reliable porosity classification based on XCT labels, and the LLM orchestration remains consistent beyond the current experimental dataset.
What would settle it
Apply the trained multi-agent system to a fresh set of WAAM builds with known porosity levels from XCT and measure if the accuracy stays above 85 percent or drops significantly.
Figures

read the original abstract
AI agents are being increasingly deployed across a wide range of real-world applications. In this paper, we propose an agentic AI framework for in-situ process monitoring for defect detection in wire-arc additive manufacturing (WAAM). The autonomous agent leverages a WAAM process monitoring dataset and a trained classification tool to build AI agents and uses a large language model (LLM) for in-situ process monitoring decision-making for defect detection. A processing agent is developed based on welder process signals, such as current and voltage, and a monitoring agent is developed based on acoustic data collected during the process. Both agents are tasked with identifying porosity defects from processing and monitoring signals, respectively. Ground truth X-ray computed tomography (XCT) data are used to develop classification tools for both the processing and monitoring agents. Furthermore, a multi-agent framework is demonstrated in which the processing and monitoring agents are orchestrated together for parallel decision-making on the given task of defect classification. Evaluation metrics are proposed to determine the efficacy of both individual agents, the combined single-agent, and the coordinated multi-agent system. The multi-agent configuration outperforms all individual-agent counterparts, achieving a decision accuracy of 91.6% and an F1 score of 0.821 on decided runs, across 15 independent runs, and a reasoning quality score of 3.74 out of 5. These in-situ process monitoring agents hold significant potential for autonomous real-time process monitoring and control toward building qualified parts for WAAM and other additive manufacturing processes.
Editorial analysis
A structured set of objections, weighed in public.
Referee Report
Summary. The manuscript proposes an agentic AI framework for in-situ process monitoring and defect detection in wire-arc additive manufacturing (WAAM). It develops a processing agent from welder current/voltage signals and a monitoring agent from acoustic data, each using classification tools trained against XCT ground truth for porosity identification. An LLM-orchestrated multi-agent system is introduced for parallel decision-making; this configuration is reported to outperform single-agent baselines, reaching 91.6% decision accuracy and 0.821 F1 on decided runs across 15 independent runs together with a reasoning quality score of 3.74/5.
Significance. If the empirical results are reproducible, the work offers a concrete demonstration of multi-agent orchestration for combining complementary in-situ signals in additive manufacturing. The use of independent XCT labels for both training and evaluation is a clear strength that avoids circularity. The reported lift from multi-agent coordination and the explicit reasoning-quality metric are also positive features. However, the overall significance is limited by the absence of core methodological details needed to judge whether the signals truly support reliable XCT-aligned classification or whether the gains generalize beyond the specific dataset and prompt set.
major comments (4)
- The methods description provides no information on dataset size, number of WAAM builds, train/test split ratios, or cross-validation procedure used to develop the classification tools for the processing and monitoring agents. These details are load-bearing for the central claim that the multi-agent system achieves 91.6% accuracy and 0.821 F1, because without them it is impossible to rule out overfitting or label noise as the source of the reported performance.
- No description is given of the feature engineering steps or the specific model architecture/type (e.g., random forest, neural net, or other) employed by the processing agent on current/voltage time series and by the monitoring agent on acoustic signals. This omission directly affects the weakest assumption that the in-situ signals contain sufficient information to classify XCT-labeled porosity.
- The temporal alignment procedure between the in-situ process signals (current, voltage, acoustic) and the XCT-detected pores is not specified. Without an explicit alignment method, the ground-truth mapping used to train and evaluate both agents cannot be verified, undermining the validity of the multi-agent decision accuracy numbers.
- The criteria used to designate “decided runs” in the multi-agent orchestration and the exact protocol for computing the reasoning quality score (3.74/5) are not stated, nor is any test of stability under prompt variation or across independent builds. These elements are central to the claim that the LLM layer adds reliable value beyond the individual agents.
minor comments (2)
- The abstract and evaluation section would benefit from a concise table summarizing the 15 runs (e.g., number of samples per run, decided vs. undecided counts) to make the performance numbers immediately interpretable.
- Notation for the two agents is occasionally inconsistent (processing agent vs. welder agent); a single, clearly defined terminology would improve readability.
Simulated Author's Rebuttal
We thank the referee for their thorough review and constructive comments. We agree that several methodological details were insufficiently described in the original submission and will revise the manuscript to address these points. Our responses to each major comment are provided below.
read point-by-point responses
-
Referee: The methods description provides no information on dataset size, number of WAAM builds, train/test split ratios, or cross-validation procedure used to develop the classification tools for the processing and monitoring agents. These details are load-bearing for the central claim that the multi-agent system achieves 91.6% accuracy and 0.821 F1, because without them it is impossible to rule out overfitting or label noise as the source of the reported performance.
Authors: We acknowledge this omission. In the revised manuscript, we will add a comprehensive description of the dataset, including the total number of samples collected from multiple WAAM builds, the train/test split ratios employed, and the cross-validation strategy used to train and validate the classification tools for both agents. This will enable readers to better evaluate the reliability of the reported performance metrics. revision: yes
-
Referee: No description is given of the feature engineering steps or the specific model architecture/type (e.g., random forest, neural net, or other) employed by the processing agent on current/voltage time series and by the monitoring agent on acoustic signals. This omission directly affects the weakest assumption that the in-situ signals contain sufficient information to classify XCT-labeled porosity.
Authors: We agree that these details are important. We will expand the Methods section to detail the feature engineering process for both the current/voltage signals and the acoustic signals, as well as the specific machine learning models and architectures used for each agent. This will clarify how the in-situ signals are processed to align with the XCT ground truth. revision: yes
-
Referee: The temporal alignment procedure between the in-situ process signals (current, voltage, acoustic) and the XCT-detected pores is not specified. Without an explicit alignment method, the ground-truth mapping used to train and evaluate both agents cannot be verified, undermining the validity of the multi-agent decision accuracy numbers.
Authors: We will include a detailed explanation of the temporal alignment procedure in the revised paper. This will describe how the process signals are synchronized with the XCT data to establish the ground truth labels for porosity defects. revision: yes
-
Referee: The criteria used to designate “decided runs” in the multi-agent orchestration and the exact protocol for computing the reasoning quality score (3.74/5) are not stated, nor is any test of stability under prompt variation or across independent builds. These elements are central to the claim that the LLM layer adds reliable value beyond the individual agents.
Authors: We will clarify the criteria for designating 'decided runs' (such as agreement between agents or confidence thresholds) and provide the exact protocol for the reasoning quality score, which is based on expert evaluation. Additionally, we will include results on stability under prompt variations and across the 15 independent runs to support the robustness of the multi-agent approach. revision: yes
Circularity Check
No significant circularity; empirical metrics rely on independent XCT ground truth
full rationale
The paper describes an empirical agentic framework where processing and monitoring agents are trained on in-situ signals (current/voltage, acoustics) with classification tools developed from separate XCT ground-truth labels. Reported performance (91.6% accuracy, 0.821 F1 on decided runs across 15 runs) is measured directly against these external labels rather than derived by construction from fitted parameters, self-definitions, or self-citation chains. No equations appear, no uniqueness theorems are invoked, and the multi-agent orchestration lift is presented as an observed outcome, not a mathematical reduction to inputs. The evaluation is therefore self-contained against external benchmarks.
Axiom & Free-Parameter Ledger
Reference graph
Works this paper leans on
-
[1]
Results This section presents the quantitative and qualitative performance of individual processing and monitoring agents, a combined single -agent and multi-agent system for i n-situ monitoring of WAAM. Performance is evaluated across classification tool performance, decision accuracy, monitoring utility, reasoning quality, and agentic behavior, includin...
-
[2]
This difference likely reflects what each sensor physically measures
Discussion 4.1 Relative performance of signal modalities The monitoring agent substantially outperformed the processing agent under the conditions of this study, suggesting that a udio signals carry richer porosity- relevant information than processing signals. This difference likely reflects what each sensor physically measures . Monitoring signals captu...
-
[3]
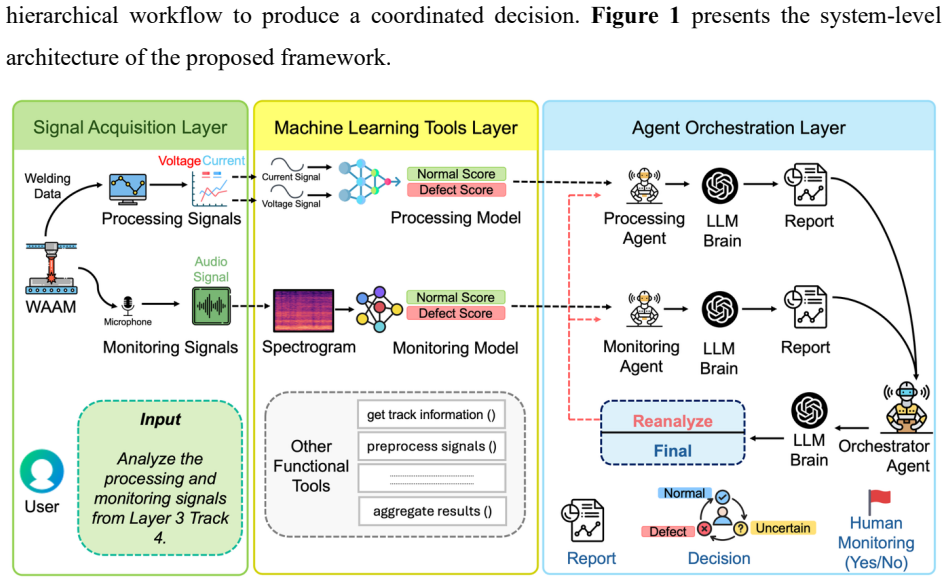
Conclusion This paper presented an agentic AI framework for in- situ process monitoring of WAAM, integrating a 1D-CNN for processing signals and a 2D-CNN for monitoring signals classification as callable tools within a LangGraph -based multi-agent system powered by an LLM brain. Four configurations were evaluated: a processing agent, a monitoring agent, a...
-
[4]
D.D. Gu, W. Meiners, K. Wissenbach, R. Poprawe, Laser additive manufacturing of metallic components: materials, processes and mechanisms, International Materials Reviews 57 (2012) 133–164. https://doi.org/10.1179/1743280411Y.0000000014
-
[5]
T. DebRoy, H.L. Wei, J.S. Zuback, T. Mukherjee, J.W. Elmer, J.O. Milewski, A.M. Beese, A. Wilson-Heid, A. De, W. Zhang, Additive manufacturing of metallic components – Process, structure and properties, Progress in Materials Science 92 (2018) 112–224. https://doi.org/10.1016/j.pmatsci.2017.10.001
-
[6]
S.W. Williams, F. Martina, A.C. Addison, J. Ding, G. Pardal, P. Colegrove, Wire + Arc Additive Manufacturing, Materials Science and Technology 32 (2016) 641–647. https://doi.org/10.1179/1743284715Y.0000000073
-
[7]
T.A. Rodrigues, V. Duarte, R.M. Miranda, T.G. Santos, J.P. Oliveira, Current Status and Perspectives on Wire and Arc Additive Manufacturing (WAAM), Materials 12 (2019) 1121. https://doi.org/10.3390/ma12071121
-
[8]
D. Ding, Z. Pan, D. Cuiuri, H. Li, Wire-feed additive manufacturing of metal components: technologies, developments and future interests, Int J Adv Manuf Technol 81 (2015) 465–481. https://doi.org/10.1007/s00170-015-7077-3
-
[9]
B. Wu, Z. Pan, D. Ding, D. Cuiuri, H. Li, J. Xu, J. Norrish, A review of the wire arc additive manufacturing of metals: properties, defects and quality improvement, Journal of Manufacturing Processes 35 (2018) 127–139. https://doi.org/10.1016/j.jmapro.2018.08.001
-
[10]
J.D. Spencer, P.M. Dickens, C.M. Wykes, Rapid prototyping of metal parts by three-dimensional welding, Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture 212 (1998) 175–182. https://doi.org/10.1243/0954405981515590
-
[11]
F. Martina, J. Mehnen, S.W. Williams, P. Colegrove, F. Wang, Investigation of the benefits of plasma deposition for the additive layer manufacture of Ti–6Al–4V, Journal of Materials Processing Technology 212 (2012) 1377–1386. https://doi.org/10.1016/j.jmatprotec.2012.02.002
-
[12]
J.L. Prado-Cerqueira, J.L. Diéguez, A.M. Camacho, Preliminary development of a Wire and Arc Additive Manufacturing system (WAAM), Procedia Manufacturing 13 (2017) 895–902. https://doi.org/10.1016/j.promfg.2017.09.154
-
[13]
Y. Li, C. Su, J. Zhu, Comprehensive review of wire arc additive manufacturing: Hardware system, physical process, monitoring, property characterization, application and future prospects, Results in Engineering 13 (2022) 100330. https://doi.org/10.1016/j.rineng.2021.100330
-
[14]
H. Zhang, R. Li, J. Liu, K. Wang, Q. Weijian, L. Shi, L. Lei, W. He, S. Wu, State-of-art review on the process-structure-properties-performance linkage in wire arc additive manufacturing, Virtual and Physical Prototyping 19 (2024) e2390495. https://doi.org/10.1080/17452759.2024.2390495
-
[15]
B. Tomar, S. Shiva, T. Nath, A review on wire arc additive manufacturing: Processing parameters, defects, quality improvement and recent advances, Materials Today Communications 31 (2022) 103739. https://doi.org/10.1016/j.mtcomm.2022.103739
-
[16]
P.A. Colegrove, H.E. Coules, J. Fairman, F. Martina, T. Kashoob, H. Mamash, L.D. Cozzolino, Microstructure and residual stress improvement in wire and arc additively manufactured parts through high-pressure rolling, Journal of Materials Processing Technology 213 (2013) 1782–1791. https://doi.org/10.1016/j.jmatprotec.2013.04.012
-
[17]
J. Ding, P. Colegrove, J. Mehnen, S. Ganguly, P.M. Sequeira Almeida, F. Wang, S. Williams, Thermo-mechanical analysis of Wire and Arc Additive Layer Manufacturing process on large multi-layer parts, Computational Materials Science 50 (2011) 3315–3322. https://doi.org/10.1016/j.commatsci.2011.06.023
-
[18]
Z. Pan, D. Ding, B. Wu, D. Cuiuri, H. Li, J. Norrish, Arc Welding Processes for Additive Manufacturing: A Review, in: S. Chen, Y. Zhang, Z. Feng (Eds.), Transactions on Intelligent Welding Manufacturing, Springer Singapore, Singapore, 2018: pp. 3–24. https://doi.org/10.1007/978-981-10-5355-9_1. 37
-
[19]
B. Cong, J. Ding, S. Williams, Effect of arc mode in cold metal transfer process on porosity of additively manufactured Al-6.3%Cu alloy, Int J Adv Manuf Technol 76 (2015) 1593–1606. https://doi.org/10.1007/s00170-014-6346-x
-
[20]
S.K. Everton, M. Hirsch, P. Stravroulakis, R.K. Leach, A.T. Clare, Review of in-situ process monitoring and in-situ metrology for metal additive manufacturing, Materials & Design 95 (2016) 431–445. https://doi.org/10.1016/j.matdes.2016.01.099
-
[21]
The strong coupling constant: state of the art and the decade ahead,
M. Grasso, B.M. Colosimo, Process defects and in situ monitoring methods in metal powder bed fusion: a review, Meas. Sci. Technol. 28 (2017) 044005. https://doi.org/10.1088/1361- 6501/aa5c4f
-
[22]
G. Tapia, A. Elwany, A Review on Process Monitoring and Control in Metal-Based Additive Manufacturing, Journal of Manufacturing Science and Engineering 136 (2014) 060801. https://doi.org/10.1115/1.4028540
-
[23]
T. Mukherjee, T. DebRoy, Mitigation of lack of fusion defects in powder bed fusion additive manufacturing, Journal of Manufacturing Processes 36 (2018) 442–449. https://doi.org/10.1016/j.jmapro.2018.10.028
-
[24]
C. Zamiela, R. Stokes, W. Tian, M.W. Priddy, L. Bian, Advancing Thermal Physics-Informed PointNet Distortion Prediction Capabilities in Wire Arc-Directed Energy Deposition, J. Comput. Inf. Sci. Eng 25 (2025). https://doi.org/10.1115/1.4069381
-
[25]
Y. Zhang, Y. Chen, P. Li, A.T. Male, Weld deposition-based rapid prototyping: a preliminary study, Journal of Materials Processing Technology 135 (2003) 347–357. https://doi.org/10.1016/S0924-0136(02)00867-1
-
[26]
J. Xiong, G. Zhang, J. Hu, L. Wu, Bead geometry prediction for robotic GMAW-based rapid manufacturing through a neural network and a second-order regression analysis, J Intell Manuf 25 (2014) 157–163. https://doi.org/10.1007/s10845-012-0682-1
-
[27]
G. Mattera, S.P. Chozaki, J. Norrish, Advances in machine learning for parameters optimisation and in-situ monitoring of wire arc additive manufacturing, Weld World 70 (2026) 1173–1202. https://doi.org/10.1007/s40194-025-02200-5
-
[28]
R.T. Reisch, T. Hauser, B. Lutz, A. Tsakpinis, D. Winter, T. Kamps, A. Knoll, Context awareness in process monitoring of additive manufacturing using a digital twin, Int J Adv Manuf Technol 119 (2022) 3483–3500. https://doi.org/10.1007/s00170-021-08636-5
-
[29]
J. Xiong, Y. Zhang, Y. Pi, Control of deposition height in WAAM using visual inspection of previous and current layers, J Intell Manuf 32 (2021) 2209–2217. https://doi.org/10.1007/s10845- 020-01634-6
-
[30]
B. Wu, D. Ding, Z. Pan, D. Cuiuri, H. Li, J. Han, Z. Fei, Effects of heat accumulation on the arc characteristics and metal transfer behavior in Wire Arc Additive Manufacturing of Ti6Al4V, Journal of Materials Processing Technology 250 (2017) 304–312. https://doi.org/10.1016/j.jmatprotec.2017.07.037
-
[31]
G. Mattera, J. Polden, L. Nele, Monitoring Wire Arc Additive Manufacturing process of Inconel 718 thin-walled structure using wavelet decomposition and clustering analysis of welding signal, Journal of Advanced Manufacturing Science and Technology 0 (2025) 2025006–0. https://doi.org/10.51393/j.jamst.2025006
-
[32]
A.M. Pringle, S. Oberloier, A.L. Petsiuk, P.G. Sanders, J.M. Pearce, Open source arc analyzer: Multi-sensor monitoring of wire arc additive manufacturing, HardwareX 8 (2020) e00137. https://doi.org/10.1016/j.ohx.2020.e00137
-
[33]
Q. Gao, F. Lyu, L. Wang, X. Zhan, Investigation of Arc Stability in Wire Arc Additive Manufacturing of 2319 Aluminum Alloy, Materials 17 (2024) 5160. https://doi.org/10.3390/ma17215160
-
[34]
B. Shen, J. Lu, Y. Wang, D. Chen, J. Han, Y. Zhang, Z. Zhao, Multimodal-based weld reinforcement monitoring system for wire arc additive manufacturing, Journal of Materials Research and Technology 20 (2022) 561–571. https://doi.org/10.1016/j.jmrt.2022.07.086. 38
-
[35]
Y. Huang, C. Yue, X. Tan, Z. Zhou, X. Li, X. Zhang, C. Zhou, Y. Peng, K. Wang, Quality Prediction for Wire Arc Additive Manufacturing Based on Multi-source Signals, Whale Optimization Algorithm–Variational Modal Decomposition, and One-Dimensional Convolutional Neural Network, J. of Materi Eng and Perform 33 (2024) 11351–11364. https://doi.org/10.1007/s116...
-
[36]
A. Love, S. Behseresht, Y.H. Park, Reinforcement Learning Enabled Intelligent Process Monitoring and Control of Wire Arc Additive Manufacturing, JMMP 9 (2025) 340. https://doi.org/10.3390/jmmp9100340
-
[37]
N.A. Surovi, G.S. Soh, Acoustic feature based geometric defect identification in wire arc additive manufacturing, Virtual and Physical Prototyping 18 (2023) e2210553. https://doi.org/10.1080/17452759.2023.2210553
-
[38]
Q. Zhu, Z. Huang, H. Li, Research Progress of Acoustic Monitoring Technology in Welding and Additive Manufacturing Processes, Micromachines 17 (2026) 246. https://doi.org/10.3390/mi17020246
-
[39]
K. Pal, S.K. Pal, Effect of Pulse Parameters on Weld Quality in Pulsed Gas Metal Arc Welding: A Review, J. of Materi Eng and Perform 20 (2011) 918–931. https://doi.org/10.1007/s11665-010- 9717-y
-
[40]
Thomas, Analyzing the Failure of Welded Steel Components in Construction Systems, J Fail
D.J. Thomas, Analyzing the Failure of Welded Steel Components in Construction Systems, J Fail. Anal. and Preven. 18 (2018) 304–314. https://doi.org/10.1007/s11668-018-0392-x
-
[41]
M.A. Rahman, S. Jamal, M.V. Cruz, B. Silwal, H. Taheri, In situ process monitoring of multi-layer deposition in wire arc additive manufacturing (WAAM) process with acoustic data analysis and machine learning, Int J Adv Manuf Technol 132 (2024) 5087–5101. https://doi.org/10.1007/s00170-024-13641-5
-
[42]
https://insidemetaladditivemanufacturing.com/2024/02/21/acoustic-emission-monitoring-in- selective-laser-melting-technique-definition-and-accuracy/ (accessed April 9, 2026)
Acoustic Emission Monitoring in Selective Laser Melting: Technique Definition and Accuracy – Inside Metal Additive Manufacturing, (n.d.). https://insidemetaladditivemanufacturing.com/2024/02/21/acoustic-emission-monitoring-in- selective-laser-melting-technique-definition-and-accuracy/ (accessed April 9, 2026)
2024
-
[43]
G. Stemmer, J.A. Lopez, J.A.D.H. Ontiveros, A. Raju, T. Thimmanaik, S. Biswas, Unsupervised Welding Defect Detection Using Audio And Video, (2024). https://doi.org/10.48550/ARXIV.2409.02290
-
[44]
Sumesh, K
A. Sumesh, K. Rameshkumar, K. Mohandas, R.S. Babu, Use of Machine Learning Algorithms for Weld Quality Monitoring using Acoustic Signature, Procedia Computer Science 50 (2015) 316–
2015
-
[45]
https://doi.org/10.1016/j.procs.2015.04.042
-
[46]
H. Zhang, Q. Wu, W. Tang, J. Yang, Acoustic Signal-Based Defect Identification for Directed Energy Deposition-Arc Using Wavelet Time–Frequency Diagrams, Sensors 24 (2024) 4397. https://doi.org/10.3390/s24134397
-
[47]
W. Li, H. Zhang, G. Wang, G. Xiong, M. Zhao, G. Li, R. Li, Deep learning based online metallic surface defect detection method for wire and arc additive manufacturing, Robotics and Computer- Integrated Manufacturing 80 (2023) 102470. https://doi.org/10.1016/j.rcim.2022.102470
-
[48]
G. Mattera, L. Nele, Machine learning approaches for real-time process anomaly detection in wire arc additive manufacturing, Int J Adv Manuf Technol 137 (2025) 2863–2888. https://doi.org/10.1007/s00170-025-15327-y
-
[49]
A. Thompson, I. Maskery, R.K. Leach, X-ray computed tomography for additive manufacturing: a review, Meas. Sci. Technol. 27 (2016) 072001. https://doi.org/10.1088/0957-0233/27/7/072001
-
[50]
A. Du Plessis, I. Yadroitsev, I. Yadroitsava, S.G. Le Roux, X-Ray Microcomputed Tomography in Additive Manufacturing: A Review of the Current Technology and Applications, 3D Printing and Additive Manufacturing 5 (2018) 227–247. https://doi.org/10.1089/3dp.2018.0060
-
[51]
S. Bellens, P. Vandewalle, W. Dewulf, Deep learning based porosity segmentation in X-ray CT measurements of polymer additive manufacturing parts, Procedia CIRP 96 (2021) 336–341. https://doi.org/10.1016/j.procir.2021.01.157. 39
-
[52]
C. Gobert, A. Kudzal, J. Sietins, C. Mock, J. Sun, B. McWilliams, Porosity segmentation in X-ray computed tomography scans of metal additively manufactured specimens with machine learning, Additive Manufacturing 36 (2020) 101460. https://doi.org/10.1016/j.addma.2020.101460
-
[53]
C. Kantzos, J. Pauza, R. Cunningham, S.P. Narra, J. Beuth, A. Rollett, An Investigation of Process Parameter Modifications on Additively Manufactured Inconel 718 Parts, J. of Materi Eng and Perform 28 (2019) 620–626. https://doi.org/10.1007/s11665-018-3612-3
-
[54]
M. Seifi, A. Salem, J. Beuth, O. Harrysson, J.J. Lewandowski, Overview of Materials Qualification Needs for Metal Additive Manufacturing, JOM 68 (2016) 747–764. https://doi.org/10.1007/s11837-015-1810-0
-
[55]
J.A. Slotwinski, E.J. Garboczi, P.E. Stutzman, C.F. Ferraris, S.S. Watson, M.A. Peltz, Characterization of Metal Powders Used for Additive Manufacturing, J. RES. NATL. INST. STAN. 119 (2014) 460. https://doi.org/10.6028/jres.119.018
-
[56]
L. Scime, J. Beuth, Anomaly detection and classification in a laser powder bed additive manufacturing process using a trained computer vision algorithm, Additive Manufacturing 19 (2018) 114–126. https://doi.org/10.1016/j.addma.2017.11.009
-
[57]
J. Wilbig, A.E. Wilson-Heid, L. Bernard, J. Baptista, A.-F. Obaton, Comparison of Porosity Analysis Based on X-Ray Computed Tomography on Metal Parts Produced by Additive Manufacturing, Applied Sciences 15 (2025) 9876. https://doi.org/10.3390/app15189876
-
[58]
M. Grasso, A.G. Demir, B. Previtali, B.M. Colosimo, In situ monitoring of selective laser melting of zinc powder via infrared imaging of the process plume, Robotics and Computer-Integrated Manufacturing 49 (2018) 229–239. https://doi.org/10.1016/j.rcim.2017.07.001
-
[59]
W.L. Ng, G.L. Goh, G.D. Goh, J.S.J. Ten, W.Y. Yeong, Progress and Opportunities for Machine Learning in Materials and Processes of Additive Manufacturing, Advanced Materials 36 (2024) 2310006. https://doi.org/10.1002/adma.202310006
-
[60]
S. Deshpande, V. Venugopal, M. Kumar, S. Anand, Deep learning-based image segmentation for defect detection in additive manufacturing: an overview, Int J Adv Manuf Technol 134 (2024) 2081–2105. https://doi.org/10.1007/s00170-024-14191-6
-
[61]
N. Kunkel, D. Thölken, K. Behler, Deep learning-based automated defect classification for powder bed fusion – Laser beam, European Journal of Materials 4 (2024) 2427401. https://doi.org/10.1080/26889277.2024.2427401
-
[62]
A.I. Saimon, E. Yangue, X. Yue, Z.J. Kong, C. Liu, Advancing Additive Manufacturing through Deep Learning: A Comprehensive Review of Current Progress and Future Challenges, (2024). https://doi.org/10.48550/ARXIV.2403.00669
-
[63]
Y. Mao, H. Lin, C.X. Yu, R. Frye, D. Beckett, K. Anderson, L. Jacquemetton, F. Carter, Z. Gao, W. Liao, A.N. Choudhary, K. Ehmann, A. Agrawal, A deep learning framework for layer-wise porosity prediction in metal powder bed fusion using thermal signatures, J Intell Manuf 34 (2023) 315–329. https://doi.org/10.1007/s10845-022-02039-3
-
[64]
Caggiano, J
A. Caggiano, J. Zhang, V. Alfieri, F. Caiazzo, R. Gao, R. Teti, Machine learning-based image processing for on-line defect recognition in additive manufacturing, CIRP Annals 68 (2019) 451–
2019
-
[65]
https://doi.org/10.1016/j.cirp.2019.03.021
-
[66]
K.W. Kim, A. Kamerkar, T.-E. Chiu, I. Abdi, J. Qin, W. Suder, S. Asif, WAAM-ViD: towards universal vision-based monitoring for wire arc additive manufacturing, Front. Manuf. Technol. 5 (2025) 1676365. https://doi.org/10.3389/fmtec.2025.1676365
-
[67]
J.Y. Alcaraz, A. Sharma, T. Tjahjowidodo, Predicting porosity in wire arc additive manufacturing (WAAM) using wavelet scattering networks and sparse principal component analysis, Weld World 68 (2024) 843–853. https://doi.org/10.1007/s40194-024-01709-5
-
[68]
J.B. Nadiu, V. Sushma, J.P. C.T, M. Dhanush, V. Senthilkumar, A deep learning-based model for defect reorganisation in welding/wire arc additive manufacturing, Welding International 39 (2025) 76–85. https://doi.org/10.1080/09507116.2024.2439889. 40
-
[69]
Y. Li, J. Polden, Z. Pan, J. Cui, C. Xia, F. He, H. Mu, H. Li, L. Wang, A defect detection system for wire arc additive manufacturing using incremental learning, Journal of Industrial Information Integration 27 (2022) 100291. https://doi.org/10.1016/j.jii.2021.100291
-
[70]
Language Models are Few-Shot Learners
T.B. Brown, B. Mann, N. Ryder, M. Subbiah, I. Sutskever, D. Amodei, Language Models are Few-Shot Learners, (2020). https://doi.org/10.48550/ARXIV.2005.14165
work page internal anchor Pith review Pith/arXiv arXiv doi:10.48550/arxiv.2005.14165 2020
-
[71]
A. Vaswani, N. Shazeer, N. Parmar, J. Uszkoreit, L. Jones, A.N. Gomez, L. Kaiser, I. Polosukhin, Attention Is All You Need, (2023). https://doi.org/10.48550/arXiv.1706.03762
work page internal anchor Pith review Pith/arXiv arXiv doi:10.48550/arxiv.1706.03762 2023
-
[72]
LLaMA: Open and Efficient Foundation Language Models
H. Touvron, T. Lavril, G. Izacard, X. Martinet, M.-A. Lachaux, T. Lacroix, B. Rozière, N. Goyal, E. Hambro, F. Azhar, A. Rodriguez, A. Joulin, E. Grave, G. Lample, LLaMA: Open and Efficient Foundation Language Models, (2023). https://doi.org/10.48550/ARXIV.2302.13971
work page internal anchor Pith review Pith/arXiv arXiv doi:10.48550/arxiv.2302.13971 2023
-
[73]
OpenAI, J. Achiam, S. Adler, S. Agarwal, W. Zhuk, B. Zoph, GPT-4 Technical Report, (2023). https://doi.org/10.48550/ARXIV.2303.08774
work page internal anchor Pith review Pith/arXiv arXiv doi:10.48550/arxiv.2303.08774 2023
-
[74]
J. Wei, X. Wang, D. Schuurmans, M. Bosma, B. Ichter, F. Xia, E. Chi, Q. Le, D. Zhou, Chain-of- Thought Prompting Elicits Reasoning in Large Language Models, (2022). https://doi.org/10.48550/ARXIV.2201.11903
work page internal anchor Pith review Pith/arXiv arXiv doi:10.48550/arxiv.2201.11903 2022
-
[75]
Retrieval-Augmented Generation for Knowledge-Intensive NLP Tasks
P. Lewis, E. Perez, A. Piktus, F. Petroni, V. Karpukhin, N. Goyal, H. Küttler, M. Lewis, W. Yih, T. Rocktäschel, S. Riedel, D. Kiela, Retrieval-Augmented Generation for Knowledge-Intensive NLP Tasks, (2020). https://doi.org/10.48550/ARXIV.2005.11401
work page internal anchor Pith review doi:10.48550/arxiv.2005.11401 2020
-
[76]
A. M. Bran, S. Cox, O. Schilter, C. Baldassari, A.D. White, P. Schwaller, Augmenting large language models with chemistry tools, Nat Mach Intell 6 (2024) 525–535. https://doi.org/10.1038/s42256-024-00832-8
-
[77]
A. Chandrasekhar, J. Chan, F. Ogoke, O. Ajenifujah, A. Barati Farimani, AMGPT: A large language model for contextual querying in additive manufacturing, Additive Manufacturing Letters 11 (2024) 100232. https://doi.org/10.1016/j.addlet.2024.100232
-
[78]
A. Jignasu, K. Marshall, B. Ganapathysubramanian, A. Balu, C. Hegde, A. Krishnamurthy, Towards Foundational AI Models for Additive Manufacturing: Language Models for G-Code Debugging, Manipulation, and Comprehension, (2023). https://doi.org/10.48550/ARXIV.2309.02465
-
[79]
M. Galdino, T. Hamann, A. Abdelrazeq, I. Isenhardt, Large Language Model‐Based Cognitive Assistants for Quality Management Systems in Manufacturing: A Requirement Analysis, Engineering Reports 7 (2025) e70437. https://doi.org/10.1002/eng2.70437
-
[80]
J. Huang, Y. Teng, Q. Liu, L. Gao, X. Li, C. Zhang, G. Xu, Leveraging large language models for efficient scheduling in Human–Robot collaborative flexible manufacturing systems, Npj Adv. Manuf. 2 (2025) 47. https://doi.org/10.1038/s44334-025-00061-w
discussion (0)
Sign in with ORCID, Apple, or X to comment. Anyone can read and Pith papers without signing in.